Изобретение относится к области сварки, в частности к сварочному оборудованию для приварки спиральных ребер с большим шагом к трубам.
Известно устройство для приварки спиральных ребер к трубам, содержащее смонтированные на раме вращатель и направляющие с установленной в них приводной тележкой, несущей сварочную головку и каретку, на которой закреплено аювонаправляющее устройство, выполненное в виде копирных роликов. Однако такое устройство не обеспечивает точного слежения сварочной головки по стыку.
Цель изобретения - повышение качества сварки за счет надежного слежения электрода по стыку. Это достигается тем, что каретка установлена с возможностью поворота в вертикальной плоскости по направляющим, выполненным в виде сектора, закрепленного на тележке, а копирный ролик снабжен конусной проточкой, обхватывающей привариваемое ребро.
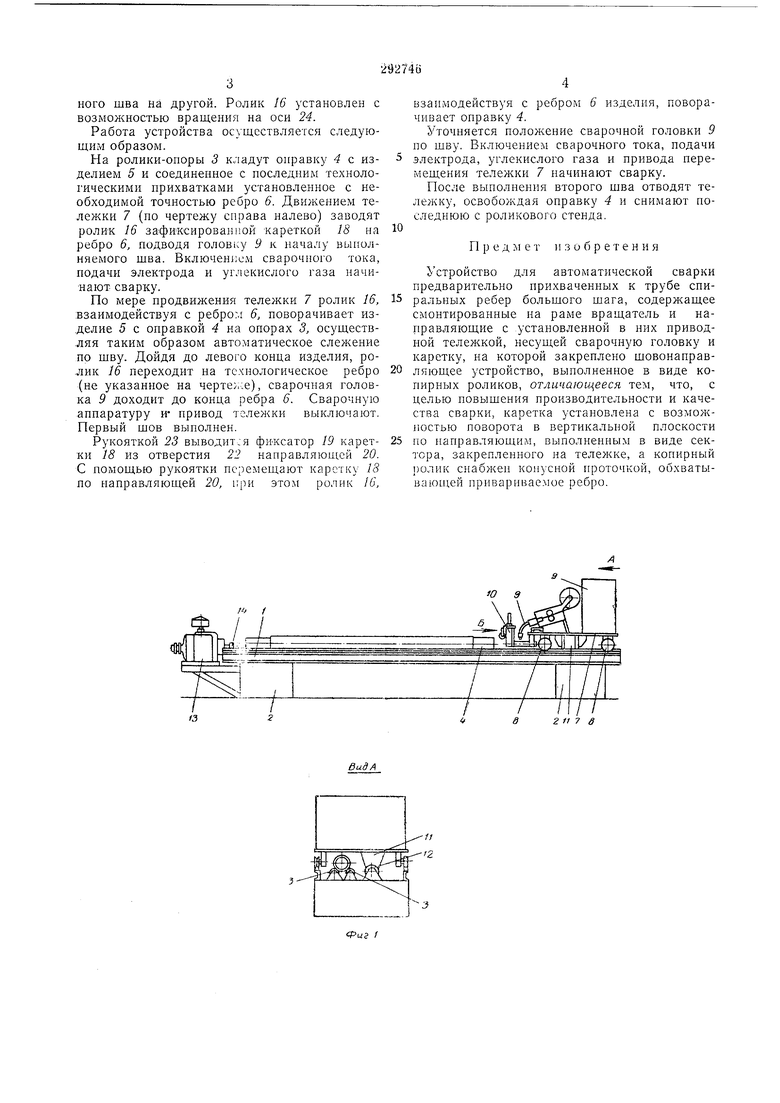
На фиг. 1 изображено предлагаемое устройство, общий вид и вид А; на фиг. 2 - вид Б «а фиг. 1 и разрез шовонаправляющего устройства по В-В.
оправки 4 с изделием 5 и подлежащим приварке к последнему ребром 6. Рама / используется как направляющая для телел ки 7, опирающейся на колеса 5.
На тележке смонтирована сварочная головка Я шовонаправляющее устройство 10 и кронштейн 11 гайки 12, взаимодействующей с ходовым винтом (на чертеже не показан), имеющим привод от гидромотора 13 универсального регулятора скорости посредством муфты 14.
Устройство 10 содержит подпрул иненный пружиной 15 ролик 16, выполненный с наклонными обхватывающими поверхностями
17, с целью компенсации неточности изготовления ребра 6 при сохранении правильной ориентации сварочной головки относительно щва.
Ролик 16 установлен в каретке 18, снабженной фиксатором 19, с возможностью перемещения по направляющей 20, выполненной в виде сектора, жестко соединенной с тележкой 7 с помощью стоек 21.
Направляющая 20 снабжена отверстиями
22 для фиксатора 19, расположенными на требуемых углах, обеспечивающих сварку щвов «в лодочку. Рукоятка 23 фиксатора 19 используется как рычаг для передвижения каретки /5 по направляющей 20 с целью быного шва на другой. Ролик 16 установлен с возможностью вращения на оси 24.
Работа устройства осуществляется следующим образом.
На ролики-оноры 3 кладут оправку 4 с изделием 5 и соединенное с носледним технологическими прихватками установленное с необходимой точностью ребро 6. Движением тележки 7 (но чертежу справа налево) заводят ролик 16 зафиксированной кареткой 18 на ребро 6, нодводя голов1су 9 к началу выполняемого Н1ва. Включением сварочного тока, иодачи электрода и углекислого газа начинают сварку.
По мере продвижения тележки 7 ролик 16, взаимодействуя с ребром 6, поворачивает изделие 5 с онравкой 4 на опорах 3, осуществляя таким образом автоматическое слежение по шву. Дойдя до левого конца изделия, ролик 16 переходит на технологическое ребро (не указанное на черте..е), сварочная головка 9 доходит до конца ребра 6. Сварочную аппаратуру и- привод тележки выключают. Первый щов выполнен.
Рукояткой 23 выводится фиксатор 19 каретки 18 из отверстия 22 направляющей 20. С помощью рукоятки перемещают каретку 18 по направляющей 20, при этом ролик 16,
взаимодействуя с ребром 6 изделия, поворачивает оправку 4.
Уточняется полол :ение сварочной головки 9 по шву. Включением сварочного тока, подачи электрода, углекислого газа и привода перемещения телел ки 7 начинают сварку.
После выполнения второго шва отводят тележку, освобождая оправку 4 и снимают последнюю с роликового стенда.
П р е д м е т изобретения
Устройство для автоматической сварки предварительно прихвачеппых к трубе спиральпых ребер большого шага, содержащее смонтированные на раме вращатель и направляющие с установленной в них приводной тележкой, несущей сварочную головку и каретку, на которой закреплено щовонаправляющее устройство, вынолненное в виде конирных роликов, отличающееся тем, что, с целью повышения производительности и качества сварки, каретка установлена с возможностью поворота в вертикальной плоскости
по направляющим, выполненным в виде сектора, закрепленного на тележке, а копирный 1)олпк снабжен конусной проточкой, обхватывающей привариваемое ребро.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической приварки спирального элемента к трубе | 1979 |
|
SU967743A1 |
| Устройство для автоматической сварки | 1976 |
|
SU732107A1 |
| Устройство для сборки и сварки шнеков | 1982 |
|
SU1117174A1 |
| Установка для автоматической сборки и сварки щелевых сит с ребрами жесткости | 1980 |
|
SU1038157A1 |
| Устройство для автоматической приварки ребер | 1980 |
|
SU933338A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ ЩЕЛЕВЫХ СИТ С РЕБРАМИ ЖЕСТКОСТИ | 1992 |
|
RU2023564C1 |
| СТЕНД ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2392101C2 |
| Устройство для автоматической сварки угловых швов | 1983 |
|
SU1123819A1 |
| Устройство для автоматической сварки тавровых соединений с двух сторон | 1988 |
|
SU1539031A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |

211 7 в
22
fus.Z
в
