1
Предлагаемое изобретение относится к области обработки металлов давлением, точнее к технологии изготовления оболочек вращения.
Известен способ изготовления оболочек вращения из полых цилиндрических заготовок, включающий операцию сборки заготовки путем обжима с дифференцированным нагревом заготовки с установленными в ней элементами жесткости..
Цель изобретения - повышение надежности работы оболочек вращения при нагружении их внутренним избыточным давлением.
Для этого после сборки из заготовки получают двустенную оболочку путем выворота заготовки, а затем производят обжим двустенной оболочки.
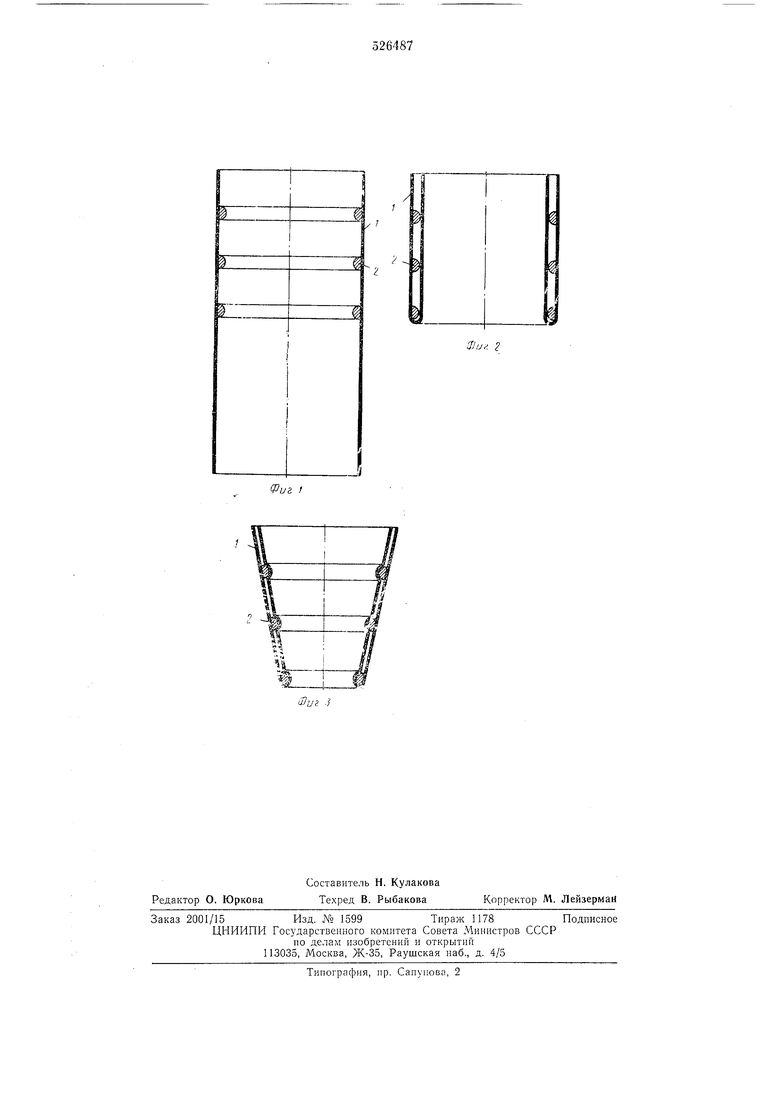
На фиг. 1 показана полая заготовка, собранная с кольцевыми элементами жесткости; на фиг. 2 - та же заготовка после операции выворота; на фиг. 3 - изготовленная оболочка вращения.
Полая заготовка 1 после установки внутрь ее кольцевых элементов жесткости 2 выворачивается внзтрь с образованием двустенной оболочки, показанной на фиг. 2.
Затем двустенная оболочка обжимается с дифференцированным нагревом с целью заделки кольцевых элементов жесткости н придания ей требуемой конфигурации (см. фиг. 3).
Все операции щтамповкн могут быть выполнены на универсальном прессовом оборудовании, например гидравлических прессах в металлических штампах. Режимы штамповки
не отличаются от известных (см., например, Попов О. В., Пашкевич А. Г., Квитницкий А. Н. «Новый способ изготовления тонкостенных оболочек с внутренними элементами жесткости. Авиационная промышленность, № 3,
1969).
Включение в технологический процесс дополнительной операции выворота обеспечивает получение двустенной оболочки с прочной и надежной заделкой кольцевых элементов жесткости, что существенно при нагружении ее внутренним избыточным давлением.
Формула изобретения
Способ изготовления оболочек вращения из полых цилиндрических заготовок, включающий операцию сборки заготовки путем обжима с дифференцированным нагревом заготовки с установленными в ней элементами жесткости, отличающийся тем, что, с целью повышения надежности работы оболочек вращения при нагружении их внутренним избыточным давлением, после сборки из заготовки получают двустенную оболочку путем выворота заготовки, а затем производят обжим двустенной оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных сварных корпусов с концевыми утолщениями из разнородных алюминиевых сплавов | 2016 |
|
RU2620539C1 |
| Способ изготовления деталей с наклонным фланцем | 1986 |
|
SU1375379A2 |
| Способ изготовления оболочек переменного сечения | 2021 |
|
RU2779127C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2010 |
|
RU2426617C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДВУХСТЕННЫХ СТАКАНОВ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2242310C2 |
| СПОСОБ ПОЛУЧЕНИЯ СОЕДИНЕНИЯ МЕТАЛЛ-НЕМЕТАЛЛ | 2003 |
|
RU2239507C1 |
| Способ изготовления оболочек сложного профиля с внутренними рифлями | 2021 |
|
RU2777380C1 |
| Способ изготовления сложнопрофильных оболочек с внутренними рифлями | 2023 |
|
RU2814100C1 |
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |