1
Изобретение относится к трубопрокатному производству и может быть использовано при производстве бесшовных труб винтовой прокаткой на косовапковых станах,
Известен направляющий инструмент косовалкового стана в виде ролика, на входной стороне которого вьшолнены кольцевые выемки ,Однако некоторое улучшение условий прокатки на входе в очаг деформации не компенсирует отсутствие замкнутоети калибра при обработке тонкостешш1Х гильз. Форма выемок и характер их расположегшя не соответствуют характеру течения металла в очаге деформации.
Известный сборный направляющий инструменг стана винтовой прокатки содержит холостой ролик и линейку, имеющую длину 0,3-О,4 от длины инструмента,установлен ные на одной оси последовательно по ходу прокатки t2,
В этом инсгрумонге при гладкой наружной поверхности ролика скольжение металла все еще остается зпачителыплм. Особенно это наблюдается при обработке труднодеформируемых сталей, вызывающих заполировку поверхности роликов, что приводит к увеличению скольжения и снижению произв одительнос ти.
Целью изобретения является повышение стабильности пронесса прокатки путем снижения осевого сопротивления.
Это достигается тем, что в сборном направляющем инструменте, содержащем последовательно разметценяые в одном корпусе холостой ролик с продольно расположе шой осью и профнлы1ую линейку, на 0, 0,8 длины ролика нанесены винтовые выйгупы переменной высоты, шаг которых выполнен увеличивающимся в сторону линейки.
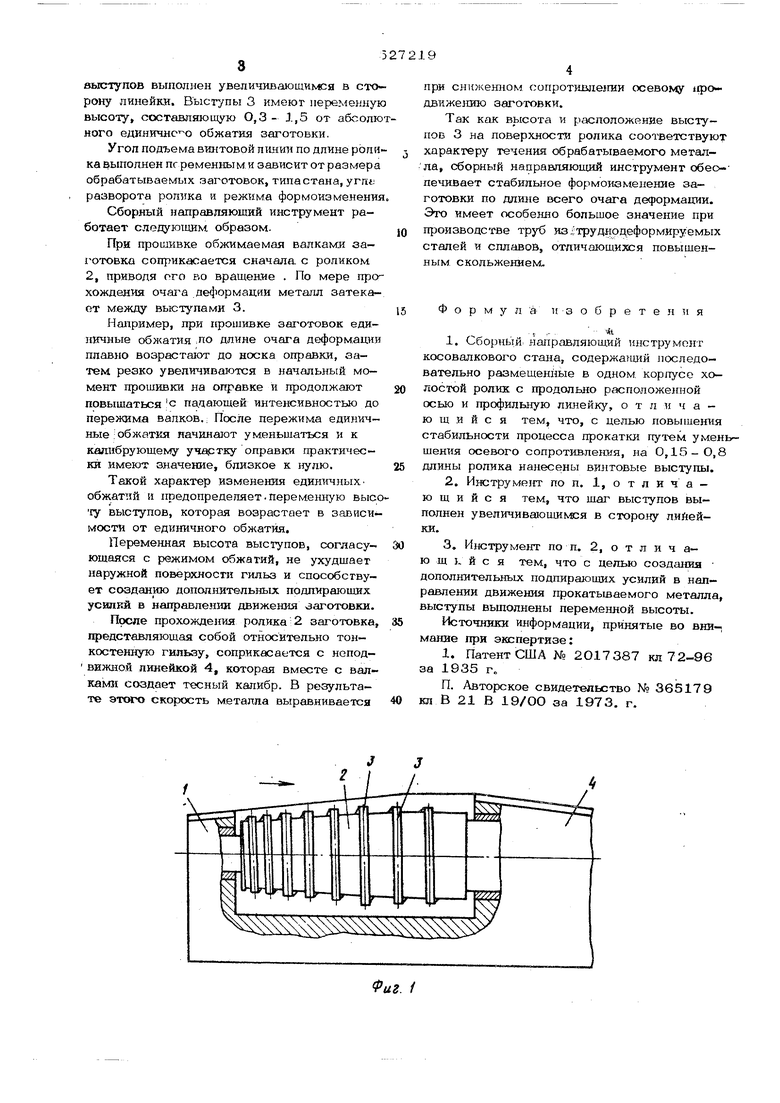
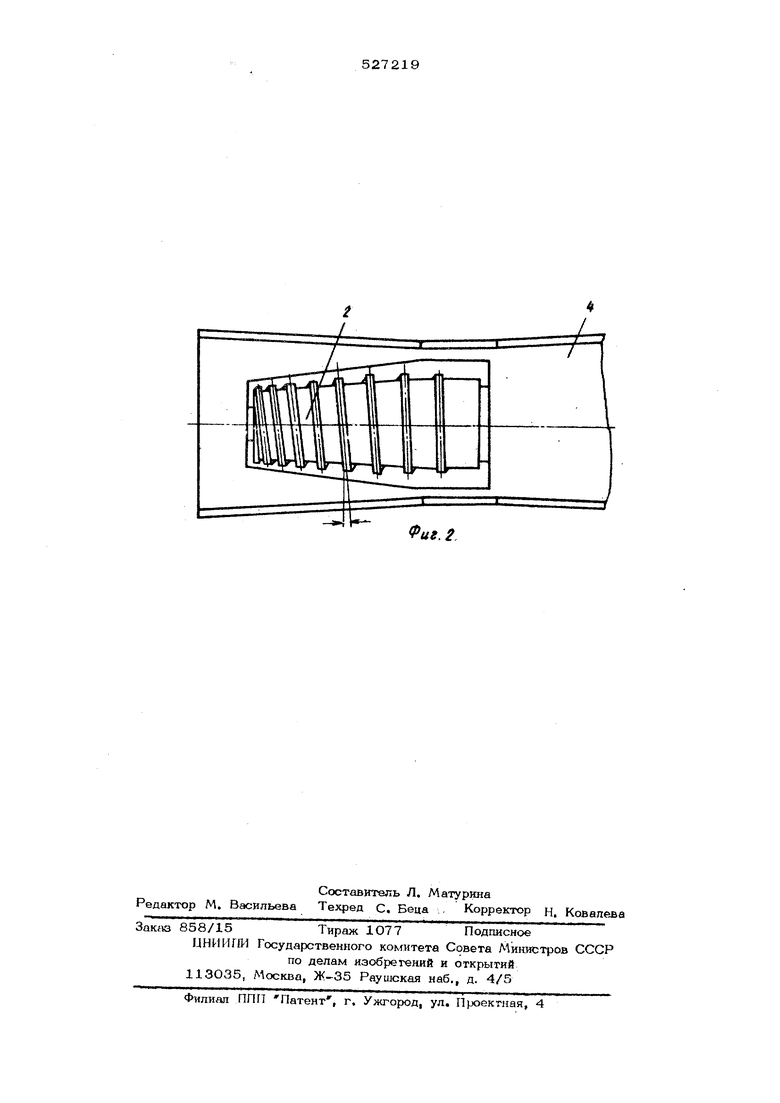
На фиг. 1 изображен сборный направляющий инструмент стана винтовой прокатки, вид сбоку, на фиг. 2 - то же, В1щ сверзсу.
Сборный направляющий инструмент содержит корпус 1, последовательно размещенные в нем холостой ролик 2, рабочая поверх ость которого составляющая О,15-О,8 его длины снабжена выступами 3, нанесенными по винтовой линии и проф}тьную линейку 4. Шаг винтовой линии нанесешгогх выступов выполнен увеличивающиь«;я в сторону линейкн. Высгупы 3 имеют переменную высоту, составляющую О,3 - 1,5 от абсолю ного единичного обжатия заготовки. Угол подъема винтовой л 1шии по длине ропика выполнен пг ременным и зависит от размера обрабатываемых заготовок, типа стана, yrnt разворота ролика и режима формоизменения Сборный направляющий инструмент работает следующим образом. При проишвке обжимаемая валками заготовка соприкасается сначала с роликом 2, приводя пго во вращение . По мере прохождения де41Ормации металл затекает между вьют пами 3. Например, при прошивке заготовок единичные обжатия .по длине очага деформации плавно возрж:тают до носка оправки, затем резко увеличиваются в начальный момент прошивки на оправке и продолжают повышаться с па,дающей интенсивностью до пережима вапков.: После пережима единичные-обжаткя начинают уменьшаться и к калибрующему учартку оправки практически имеют значение, близкое к нулю. Такой характер изменения единичных. обжатий и предопределяет.переменную выс ту выступов, которая возрастает в зависи мости от единичного обжатия. Переменная высота выступов, согласуюшаяся с режимом обжатий, не ухудшает наружной поверхности гильз и способствует созданию дополнительных подпирающих усйпкй в направлении движения «заготовки. После прохождения ролика 2 заготовка представляющая собой относительно тонкостенную гипьзу, соприкасается с испод вижной линейкой 4, которая вместе с валками создает тесный калибр. В результате этого скорость металла выравнивается при сниженном сопротивле}гаи осевому iipoдвижешпо загатовки. Так как высота и расположение выступов 3 на поверхности ролика соответствуют характеру течения обрабатываемого метал- ла, сборный направляющий инструмент обео-печивает стабильное формоизменение заготовки по длине всего очага деформации. Это имеет особенно большое значение при производстве труб из- труд юг еформируемых сталей и сплавов, отличающихся повышенным, скольжением. зобретени м у л а и 1.Сборный направляющий инструмент косовалкового стана, содержащий последовательно размешенные в одном корпусе холостой ролик с продольно расположенной осью и профильную линейку, отличающийся тем, что, с целью повьпиения стабильности процесса прокатки путем уменьшения осевого сопротивления, на 0,15-0,8 длины ролика нанесены винтовые выступы. 2.Инструмент по п. 1, о т л и ч а ю щ и и с я тем, что щаг выступов выполнен увеличивающимся в сторо.ну лийейки. 3.Инструмент по п. 2, о т л и ч аю щ к и с я тем, что с целью создания дополнительных подпирающих усилий в направлении движения прокатьшаемого металла, выступы вьшолнены переменной высоты. Источники информации, принятые во внимание при экспертизе: 1. Патент США № 2О17387 кл 72-96 за 1935 г. П. Авторское свидетельство № 365179 кл В 21 В 19/ОО за 1973, г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Технологический инструмент косовалкового стана | 1975 |
|
SU556854A1 |
| Способ прошивки в стане винтовой прокатки | 2016 |
|
RU2635685C1 |
| ОХЛАЖДАЕМАЯ ОПРАВКА КОСОВАЛКОВОГО СТАНА И СПОСОБ ЕЕ ОХЛАЖДЕНИЯ | 2014 |
|
RU2568805C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2004 |
|
RU2250147C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ПРОШИВКИ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2012 |
|
RU2518040C2 |
| Технологический инструментпРОшиВНОгО КОСОВАлКОВОгО CTAHA | 1979 |
|
SU804021A1 |
иг. 2
