(54) ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ПРСвИИВНОГО КОСОВАЛКОВОГО СТАНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного косовалкового стана | 1978 |
|
SU749469A1 |
| Технологический инструмент косовалкового прошивного стана | 1977 |
|
SU716655A1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2012 |
|
RU2496590C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ | 2003 |
|
RU2245751C1 |
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Валок прошивного стана | 2023 |
|
RU2812165C1 |
| СПОСОБ ПРОИЗВОДСТВА ГИЛЬЗ НА СТАНЕ ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2378062C1 |
| Технологический инструмент косовалкового стана | 1975 |
|
SU556854A1 |
Изобретение относится к обработк металлов давлением и касается техно логического инструмента трубопрокат ных трехвалковых прошивных станов винтовой прокатки. Известен технологический инструмент прошивного стана винтовой прикатки, включающий рабочие валки, составленные из участков прошивки в виде участков разной по величине, но одинаково направленной конусност цилиндрического пережима и кони:ческого участка раскатки, и оправку выдвинутую носиком за пережим валков . Процесс прокатки таким технол гическим инструментом осуществляетс4 при малых единичных и общем обжатиях на участке прошивки 1, Однако при прошивке в трехвалковом стане основная деформация при малых единичных обжатиях локализуется в узкой периферийной области и не проникает в центральные слои заготовки,, что затрудняет проработку структуры осевой зоны металла,значительно ухудшает условия центрирования оправки в очаге деформации и приводит к повышению разностенности получаемых гильз. Наиболее близок к предлагаемсялу технологический инструмент прошивного косовалкового стана, включаю- . щий рабочие валки, имеющие конусный участок прошивки с гребнями, пережим и участок раскатки, и оправку, вьщвинутую за пережим и установленную носиком после последнего по ходу прокатки гребня 2. В трехвалковом стане наибольшее влияние на условия центрирования оправки на оси прошивки оказывает силовое воздействие со стороны валков. При этом часть усилия прокатки передается оправке, препятствуя смещению ее с оси прсяиивки. Так как валки расположены под углом 120 к оси и усилия прокатки на валках одинаковы, система валки - заготовка - оправка находится в равновесии. Изменение одной из сил в случае смещения оправки с оси прошивки вызывает возникновение на двух других валках дополнительных усилий, стремящихся возвратить оправку в исходное положение, сохраняя систему валки заготовка - оправка в равновесии. Предельная.величина возмущающего усилия, при котором система может прийти в равновесие, пропорциональна
приложелным силам, т.е. усилию металла на валок, имеющему максимальную величину в районе , где единичные обжатия максимальны.
В данном технологическом инструменте носок оправки расположен за гребнем на участке, где силовое воздействие со стороны валков значительно меньше, чем в районе гребня, а единичные обжатия незначительны. При этом, как указывалось выше, при малых единичных обжатиях деформация не проникает в центральные слои заготовки. Поэтому при прошивке в тревалковом стане данным технологическ инструментом не обеспечиваются оптимальные условия центрирования оправки на оси прошивки. Вследствие
недостаточного силового воздействия на носок оправки он может смещаться с оси прошивки, что вызывает перено оси оправки относительно оси прошивки. Это приводит к отклонению оправки с оси прошивки, что в свою очередь приводит к повышенной разностенности полученных гильз.
Цель изобретения - уменьшение поперечной разностенностн получаемых гильз.
Поставленная цель, достигается тем, что в технологическом инструмете, включающем рабочие валки, имеющ конусный участок прошивки с гребнями, пережим и участок раскатки, и оправку с носиком, выдвинутую за пережим, торец носика оправки расположен в плоскостИу проходящей через меньшее основание последнего по ход прокатки гребня.
Это позволяет повысить точность труб, прошиваемых на трехвалковом стане.
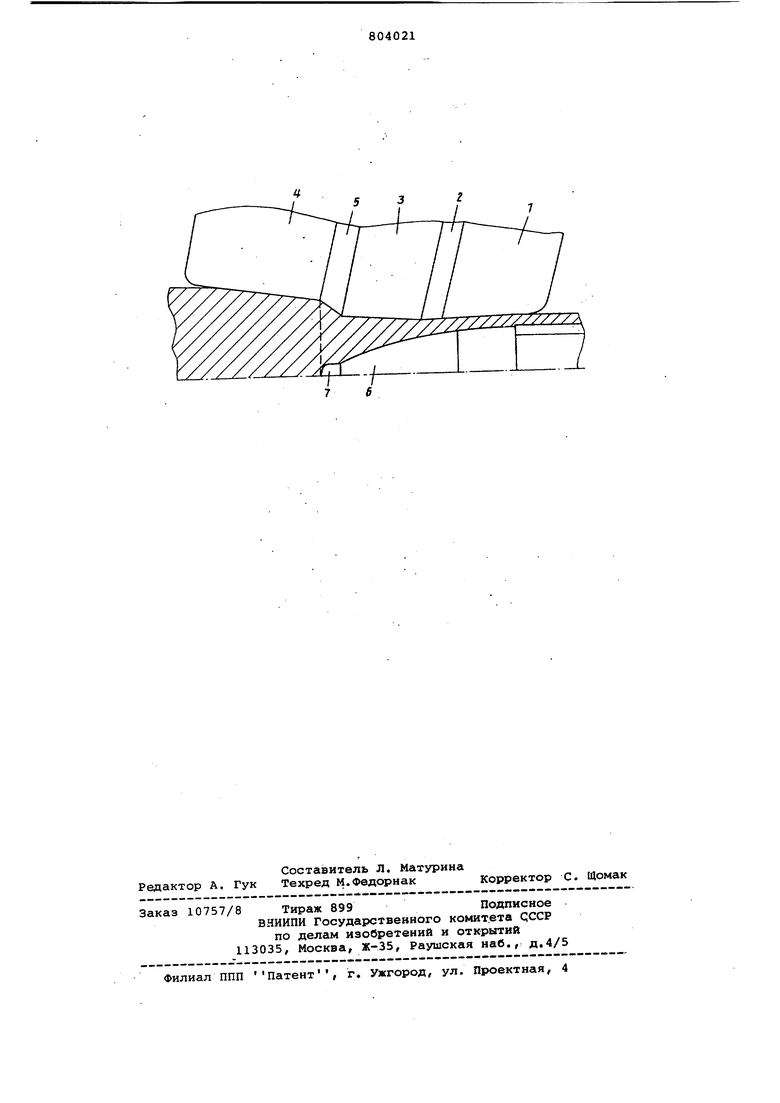
На чертеже представлен технологический инструмент трехвалкового стана винтовой прокатки.
Инструмент включает рабочие валк имеющие участок раскатки 1, пережим 2, участок прошивки, составленный из ряда конусов 3 и 4, соединенных гребнем 5, и оправку 6 с носиком 7, расположенным в плоскости, проходящей через меньшее основание гребня.
Прошивка гильз в трехвалковом стане осуществляется следующим образом.
Нагретый до температуры прокатки слиток или заготовка задается в прршивной конус 4 валков (часть участка прошивки до гребней), где осуществляется предварительная деформация металла и создаются силы, вращающие и перемещающие заготовку в осевом направлении. Последующая -. деформация осуществляется на гребне 5, где единичные обжатия и усилия металла на валки достигают значителных величин. При этом заготовка встречается с носиком 7 оправки 6,
который установлен в плоскости, проходящей через меньшее основание гребня. Максимальные усилия и единичные обжатия в месте установки носика оправки значительно улучшают условия центрирования оправки. При этом максимальные усилия на носик оправки со стороны валков обеспечивают наибольшую устойчивость оправк на оси прошивки. Кроме того, приложение наибольших сил к носику препятствует повороту оси оправки относительно оси прошивки, что привод к значительному снижению разностенности гильз, получаемых на трехвалковом стане винтовой прокатки.
Пример. При прошивке в трехвалковом стане винтовой прокатки заготовок диаметром 130 мм в гильзу дис1метром 80 мм с толщиной стенки 14 мм используется технологический инструмент, включающий рабочие валки, имеющие участок раскатки с угло наклона образующей к ос прокатки 2°30 , цилиндрический пережим, участок прошивки, составленный из конусов с углом наклона образующей к оси прошивки и 3 и длиной по ходу прокатки соответственно 100 и 70 мм. Конуса соединяются гребнем высотой 20 мм и длиной 43 мм. Оправка диаметром 50 мм выдвигается носиком за пережим на 113 мм, при этом торец носика оправки располагася в плоскости, проходящей через меньшее основание гребня. Зс1меры толщины стенки прошитых гильз показывают, что разностенность их не превышает 10-15%, тогда как гильзы, прошитые в трехвалковом стане на биконических валках с отношением диаметра и стенки 5,5-6, имеют повышенную разностенность, достигающую в отдельных случаях 30-40%.
Таким образом, применение предлагаемого технологического инструмента позволит значительно повысить точность получаемых гильз.
Формула изобретения Технологический инструмент прошивного косовалкового стана, включающий рабочие валки, имеющие конусный участок прошивки с гребнями, пережим и участок раскатки, и оправку с носиком, выдвинутую за пережим отличающийс я. тем, что, с целью уменьшения поперечной разностенности гильз, торец носика оправки расположен в плоскости, проходящ через меньшее основание последнего по ходу прокатки гребня.
Источники информации, принятые во внимание при экспертизе
