1
Изобретение относится к обработке металлов давле}шем.
Известна заготовка для прессования проволоки из труднодеформируемых материалов выполненная в. виде цилиндрич аского корпуса из пластичного материала с продольно установленными В нем покрытыми смазкой стервкчячи из груднодеформируемого материала, а таюке приваренных к корпусу крышек.
Однако такая конструкция затютовки-не может быть использовала для -получения проволоки с фасонным, профипем, с точным: reoMejipr4ecKHMH параметрами и высоким качеством поверхности,
Цель изобретения - повышение гебметрической точности ч качества поверхности изделий, а также par иирение .номенклатуры изделий. Для достижения этой цели корпус выполнен составным из допевых секторов, расположенных с зазором и имеющих на обращенных друг к другу поверхностях продольные пазы, совместно образующие пр.офильное отверстч.е дпя стержня, а злзор меж ау Лекторами оалолнен смазкой. При этом
делью получения изделий переменного по длине сечения секторы корпуса и стержни вьшолнены составными по высоте.
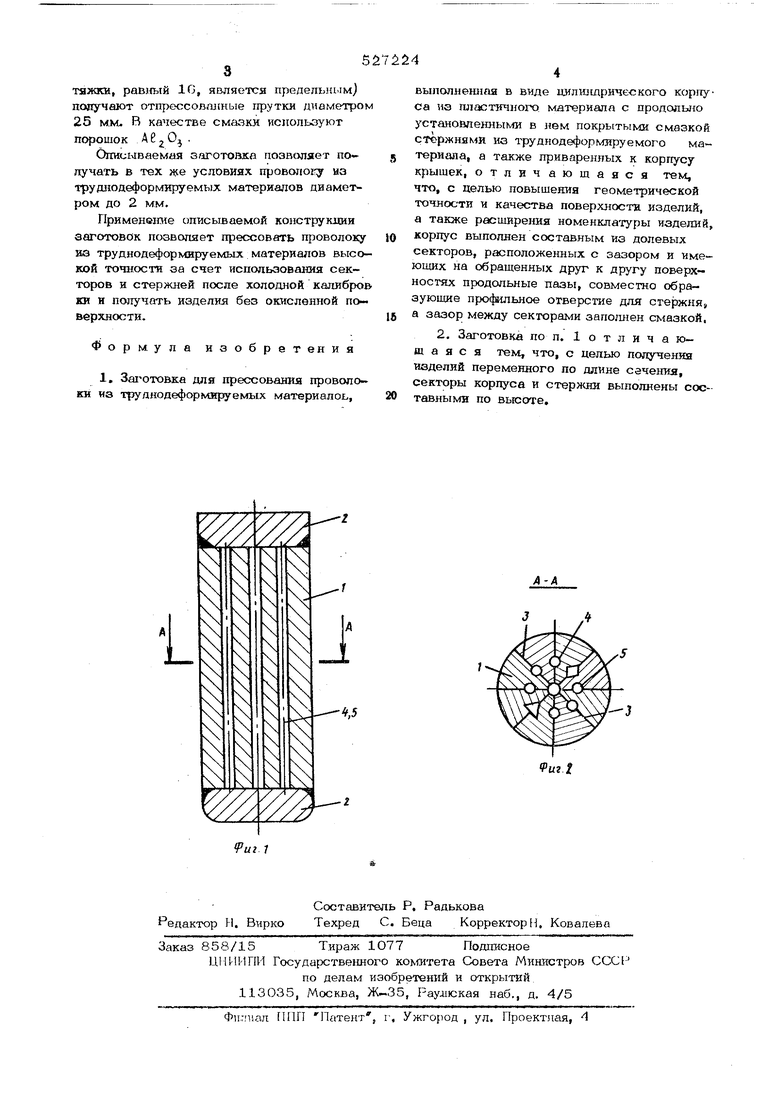
На фиг. 1 изображена заготовка, продольное сечение; на фиг. 2 - разрез по А-А на фиг. 1.
Корпус заготовки выполнен составным из долевых, секторов 1, к торцам которых приварены крышки 2. Зазоры3 между вв торами 1 заполнены . В профильные отверстия 4 вставлены покрытые смазкой стержни 5 иа труднодеформируе мого материала.
Собран ую и нагретую заготовку подают в контейнер для прессовання. После прессования крышки по месту сварки от резают. Наличие смазки между секторами и :стержнями позволяет проволоке легко отделяться от секторов.
Профтшь полученной проволоки соотввт ствует форме отверстия между сек;хэрамн,
Напр.имер лри прессовшгии заготовки из быстрорежущей стали, s контейнередиаметром 100 мм иа горизонтально-гидравлическом прессе ( коэффициент вытяжки, paBjibifi 10, является предельным) получают отпрессовалиые хфутки диаметром 25 М.М. В качестве смазки ионользуют порошок А 6 2
Описываемая заготовка позволяет по пучать в тех же условиях проволосу иа трудзюдеформируемых материалов диаметром до 2 мм.
Применение описываемой конструкции заготовок позволяет прессовать проволоку иа труднодеформируемых материалов высокой точности за счет использования секторов и стержней после холодной калибров ки я получать изделия без окисленной поверхности.
Формула изобретения
1. Зш отовка для прессования проволо ки иа труднодеформируемых материалов,
выполненная в виде цилиндрического корпуса HQ пластичного материала с продольно установленными в нем покрытыми смазкой стержнями из труднодеформируемого материала, а также приваренных к корпусу крышек, отлич ающаяся тем, что, с целью повышения геометрической точности и качества поверхности изделий, а также расширения номенклатуры изделий, корпус выполнен составным из долевых секторов, расположенных с зазором и имеющих на обращенных друг к другу поверхностях продольные пазы, совместно образующие про4ильное отверстие для стержня, а зазор между секторами заполнен смазкой,
2. Заготовка по п. 1отлича ю.m а я с я тем, что, с цепью получения иаделнй переменного по длине сечения, секторы корпуса и стержлн выполнены составными по вьюоте.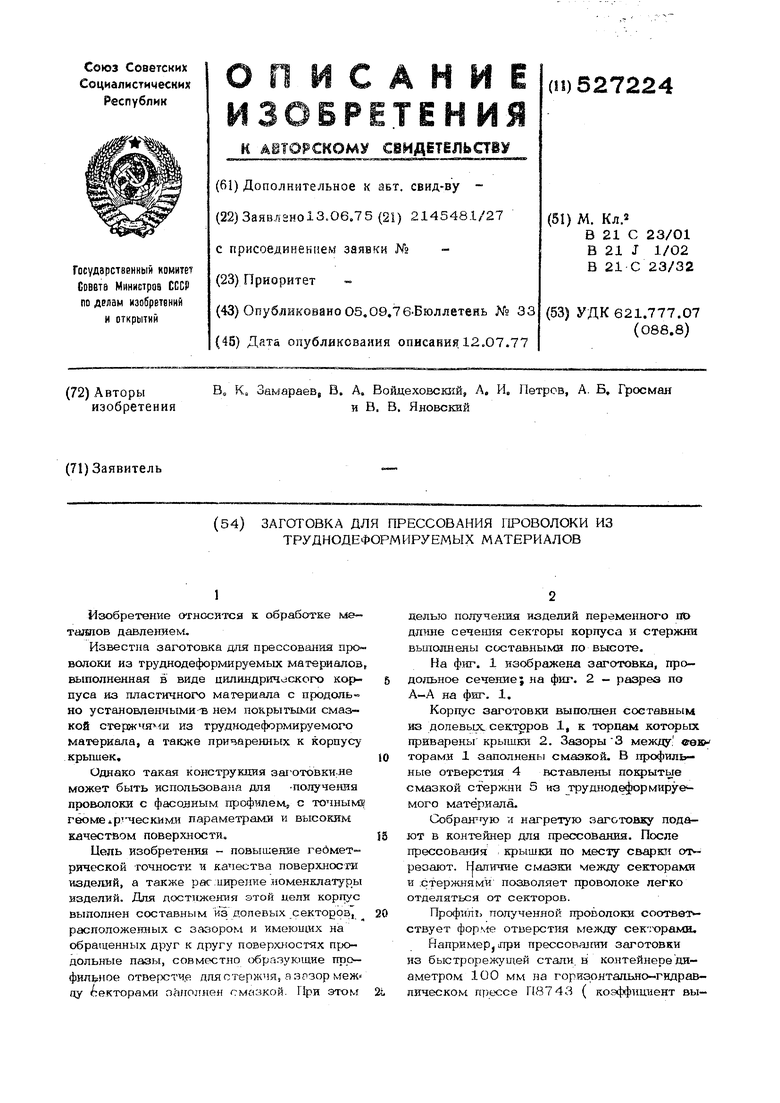
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка для прессования профилей из труднодеформируемых материалов | 1981 |
|
SU1017400A1 |
| Матрица для горячего прессования стальных изделий | 1979 |
|
SU772644A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЗАГОТОВКИ, ВЫПОЛНЕННОЙ ИЗ ТРУДНОДЕФОРМИРУЕМОГО МЕТАЛЛА ИЛИ СПЛАВА | 2014 |
|
RU2589965C2 |
| Заготовка для деформации металлических порошков | 1982 |
|
SU1046020A1 |
| Способ изготовления биметаллических изделий | 1982 |
|
SU1037989A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ ВЫСОКОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ ТИТАНА | 2018 |
|
RU2697309C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| СПОСОБ РАВНОКАНАЛЬНОГО УГЛОВОГО ПРЕССОВАНИЯ ОБРАЗЦОВ КОНСТРУКЦИОННЫХ МЕТАЛЛОВ | 2009 |
|
RU2420604C1 |
| Способ изготовления биметаллической проволоки и заготовка для его осуществления | 1988 |
|
SU1698016A1 |
