(54) ГИДРАВЛИЧЕСКИЙ ЛИСГО-ШТАМПОВОЧНЫЙ ПРЕСС-МОЛОТ
ления 6 LuraNtn 17 с заготовкой подается в рабочую зону ладравлического пресс-молота.
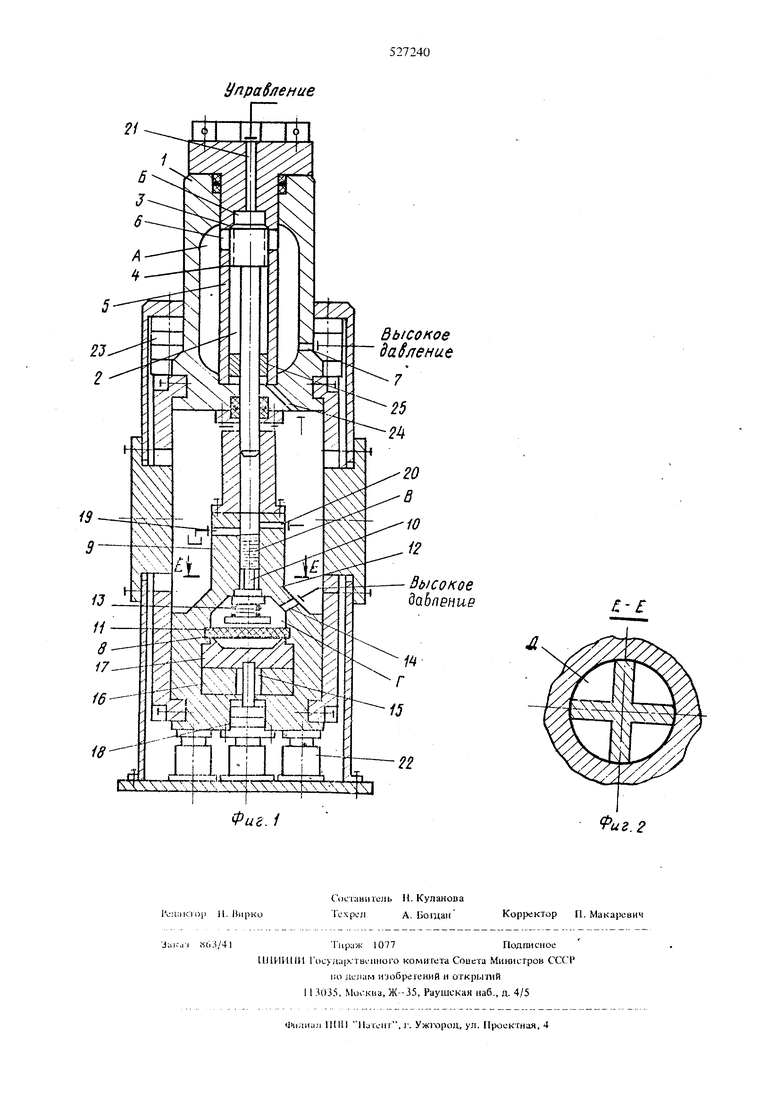
Прижим штампа с заготовкой осуществляется гидроприжнмом 18. Подвод воды для поддержиBaiiHH необходамого уровня осуществляется через каналы 19 и 20.
Предлагаемый гвдравлический пресс-молот работает следующим образом. От насоса высокого давления через подвод 7 производится зарядка аккумуляторной полости А рабочего цилиндра. Для осуществления удара надпоршневая полость Б соединяется с насосом высокого давления через канал 21. Происходит ojpMB плунжера 2 от седла направляющей 5, вследствие чего полость Б через окна 6 соединяется с аккумуляторной полостью А, находящейся под высоким давлением. Происходит разгон плунжера до его соударения с зеркалом щтампующей среды. При ;этом скорость соударения достигает величины порядка 20- 50 м/сек. При движении плунжера с ускорением вниз ж щкость из полости В через проходное сечение Д обратного клапана 10 вытесняется в полость Г. Давлением, поднимающимся при этом в полости Г до величины, определяемой энергией удара и объемом полостей В и Г, и действующим через резиновую мембрану на листовую заготовку, происходит штамповка детали в соответствии с гравюрой матрицы. Воздух из-под заготовки по сверлениям в матрице отсасывается в атмосферу. Энергия удара гасится нижними амортизаторами 22. Для снижения вибрации пресс-молота в процессе работы используются резино-металлические амортизаторы 23. Для осуществления возвратного хода плунжера рабочего цилиндра
необходимо полость Б соединить со сливом, а через канал 24 подать жидкость высокою давления iion порщень 25, который образован набором иювронкых манжет и pe3HHOBbLX прокладок, стянутых
шпильками. Порщень 25 упирается своим верхним торцом в поршень плунжера рабочего цилиндра и под действием давления жидкости лт насоса высокого давления перемещается вверх, поднимая при зтом плунжер рабочего цилиндра до посадки его на
уплотняющую фаску 3.
Одновременно с зарядкой аккумуляторной
полости А рабочего цилиндра можно осуществить
процесс статического деформирования заготовки.
Энергию удара можно регулировать величиной
зарядки аккумуляторной полости А, .
Формула изобретения
Гидравлический ли сто-щтампов очный прессмолот, содержащий рабочий цилиндр с аккумуляторной полостью и плунжером, а также соединенный с цилиндром и индивидуальньгм источНИКОМ контейнер с резиновой диафрагмой и штампом, отличающийся тем, гго, с целью увеличения статического усилия деформирования, полость контейнера соединена с полостью рабочего цилиндра через подпружиненный обратный клапан.
Источники информации, принятые во внимание
при экспертизе:
1. Авторское свидетельство СССР № 298414, кл. В21 J 9/16, 12.08. 1967г.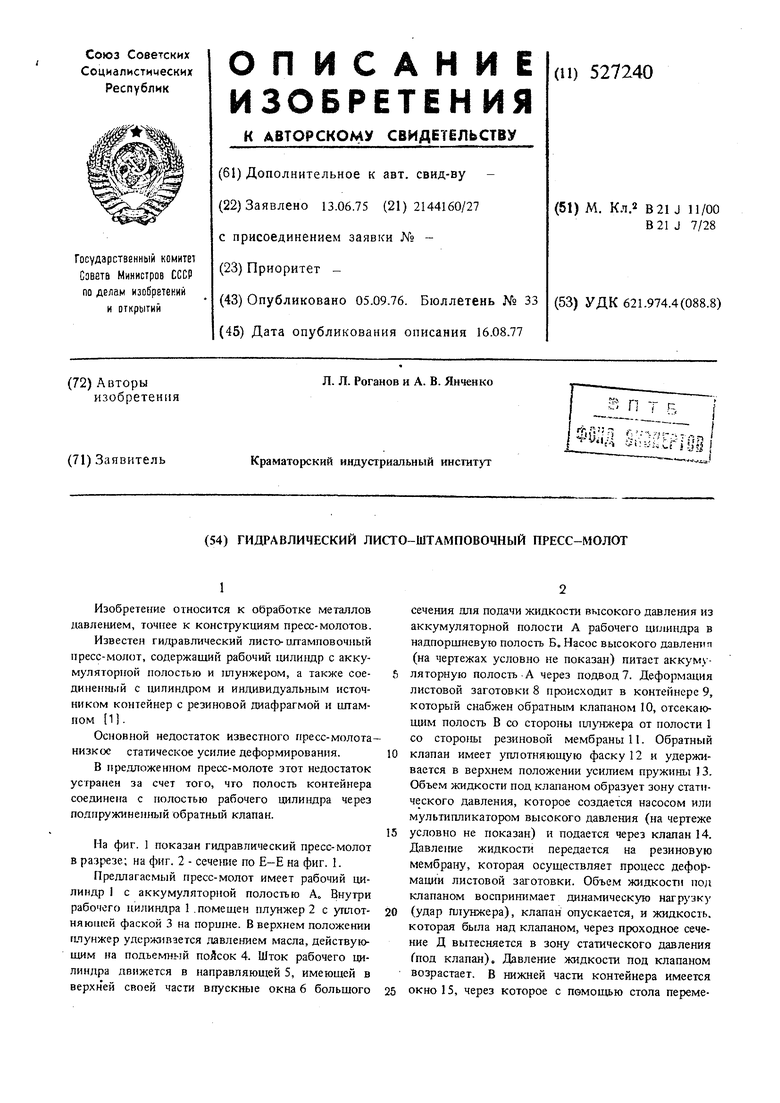
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1971 |
|
SU298414A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Штамп для изготовления изделий из труднодеформируемых материалов | 1980 |
|
SU1016014A1 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1973 |
|
SU371086A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| Пресс-молот | 1966 |
|
SU468685A1 |
| ПРИВОД ПРЕСС-МОЛОТА | 1967 |
|
SU191996A1 |
| УСТРОЙСТВО для ДЕФОРМИРОВАНИЯ | 1973 |
|
SU372780A1 |
| ПРЕСС-МОЛОТ | 2006 |
|
RU2320445C2 |