(54) РАБОЧАЯ КЛЕТЬ СТАНА КОСОЙ ПРОКАТКИ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХВАЛКОВАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2007 |
|
RU2343025C2 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1971 |
|
SU476933A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| Двухклетевой блок редукционного стана | 1981 |
|
SU997865A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
| Устройство для резки труб в линии стана холодной прокатки | 1990 |
|
SU1731472A1 |
| Рабочая клеть косовалкового стана | 1972 |
|
SU437543A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ПРОКАТНОГО ВАЛКА ПРИ ГОРЯЧЕЙ ПРОКАТКЕ АЛЮМИНИЯ | 1993 |
|
RU2091188C1 |
1
Изобретение относится к области трубопрокатного производства.
Известны станы, рабочие клети которых имеют стшшну, рабочие валки с осями, размещенными в горизонтальной нлоскости , и направляющие диски, закрывающие сверху и снизу очаг деформацш 1 .
Износ дисков требует своевреме1шой их смены. Однако наличие привода вращения дисков и монтаж их сверху и сгшзу от оси прокатки делает эту операцию продолжительной по времени и трудоемкой.
Известна рабочая клеть стана косой прокатки труб, имеющая станину, в которой смонтированы диаметрально противоположно два рабочих валка и два приводных в сьемных корпусах направляюид}х диска 2.
Смену направляющих дасков осуществляют заменой корнусов, что несколько облегчает смену верхнею диска, ни требует много времени на смену нижнего.
Дпя сокращения времееш смены дисков и с легчения :)той операции в п|1еш(1женной клеш диски размс1лен1.) на вертикальных валах, смоншроваиных на поворотных относительно вер1икаль ;.| устанбвлснных на сгашше осей рычагах, свободные
концы которых прижаты к сташше с возможностью регулирования зазора.
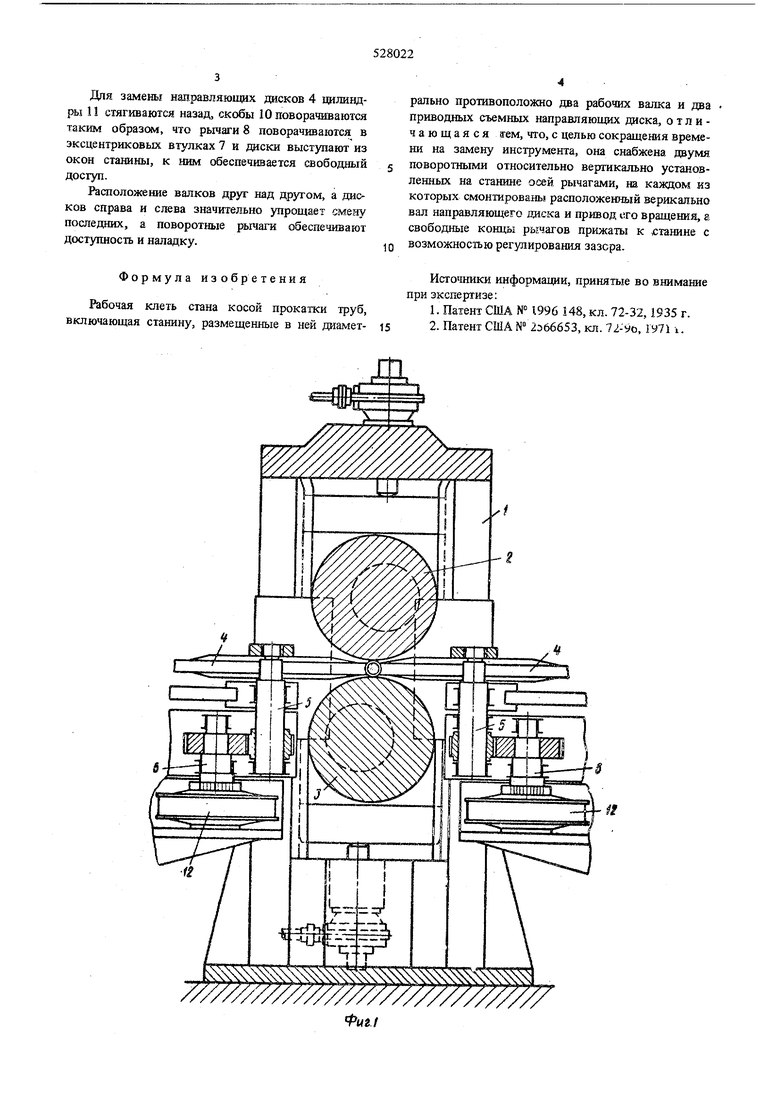
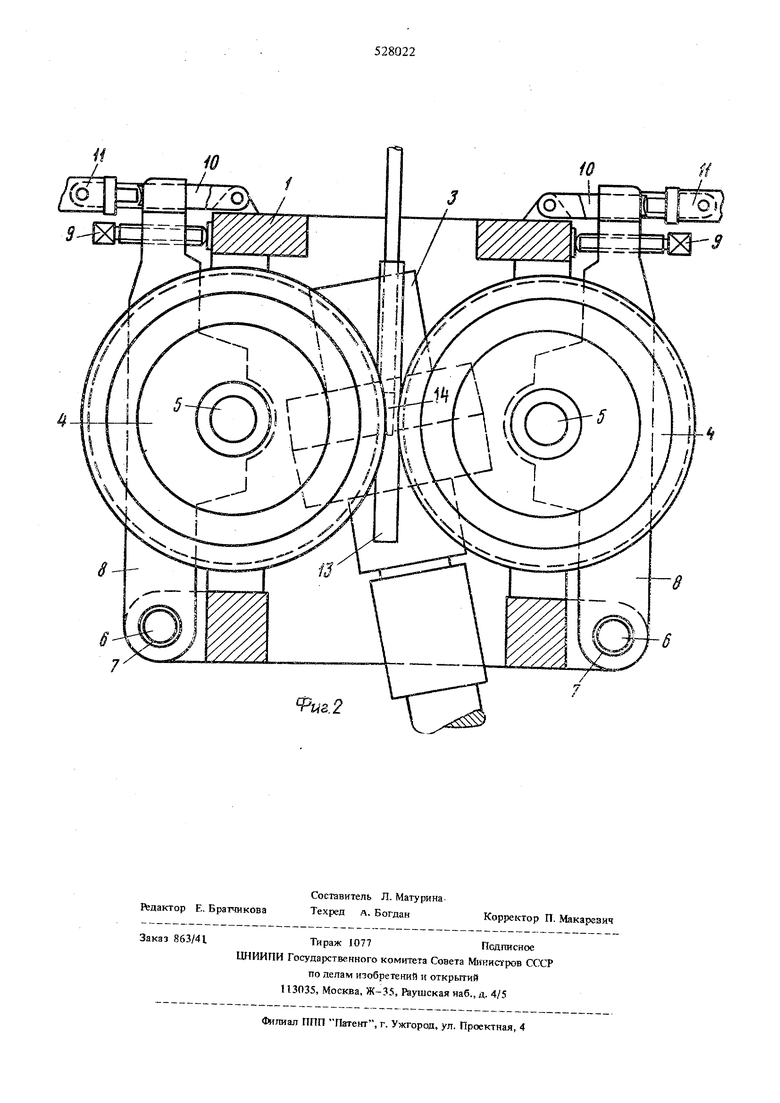
На фиг. 1 изображена предложе1шая рабочая клеть, поперечный разрез; на фиг. 2 - то же, горизонтальный разрез на высоте направляющих дисков.
Клеть включает сташшу 1, размещенные в ней диаметрально противоположно верхний 2 и нижний 3 приводные рабочие валки и направляющие приводные диски 4, вертикальный вал 5 каждого из которых установлен на поворотном относительно вертикальной оси 6, закрепленной на станине в эксцентпиковой втулке 7, рычаге 8, свободный конец которого благодаря регулировочному винту 9, накидной скобе 10 с Щ1линдром 11 прижаты к ста1шне с возможностью регулирования зазора. На рычагах смонтированы приводы вращелия 12 направляЮ1цих дисков.
Рабочая работает следующим образом.
При прокатке задают заготовку 13 в клеть и деформируют на оправке 14 валками 2 и 3, вращаюишмися в одну сторону, и расположе1шыми в окнах статшы 1 нш1равляющ 1ми дисками 4, которые приводятся во Bpauienne приводом 12 через зубчатые передачи.
Для замены направляющих дисков 4 цилиндры 11 стягиваются назад, скобы 10 поворачиваются таким образом, что рычаги 8 поворачиваются в эксцентриковых втулках 7 и даски выступают из окон станины, к ним обеспечивается свободный доступ.
Расположение валков друг над другом, а дисков справа и слева значительно упрощает смену последних, а поворотные рычаги обеспечивают доступность и наладку.
Формула изобретения
Рабочая клеть стана косой прокатки труб, включающая станину, размещенные в ней диаметрально противоположно два рабочих валка и два приводных съемных направляющих диска, отличающаяся тем, что, с целью сокращения времени на замену инструмента, она снабжена двумя поворотными относительно вертикально установленных на станине осей рычагами, на каждом из которых смонтированы расположенный верикально вал направляющего диска и привод чго вращения, а свободные концы рьгчагов прижаты к станине с возможностью регулирования зазора.
Источники информации, принятые во внимание
при экспертизе:
/7/7/ 7///Z ///////////////////
Фиг
