Станина составлена из.неподвижного основания, двух с вертикальнЕлм разъемом шарнирно связанных с ним боковых частей, снабженных гидроцилиндрами поворота, и на каждой боковой части смонтирован барабан с валком и консольно установлен диск. Такое конструктивное выполнение рабочей клети стана поперечно-винтовой прокатки сокращает время на перевалку валков и дисков. Это достигается за счет того, что при откидывании боковых частей станины открывается свободный доступ, валки и диски легко и быстро заменяются.
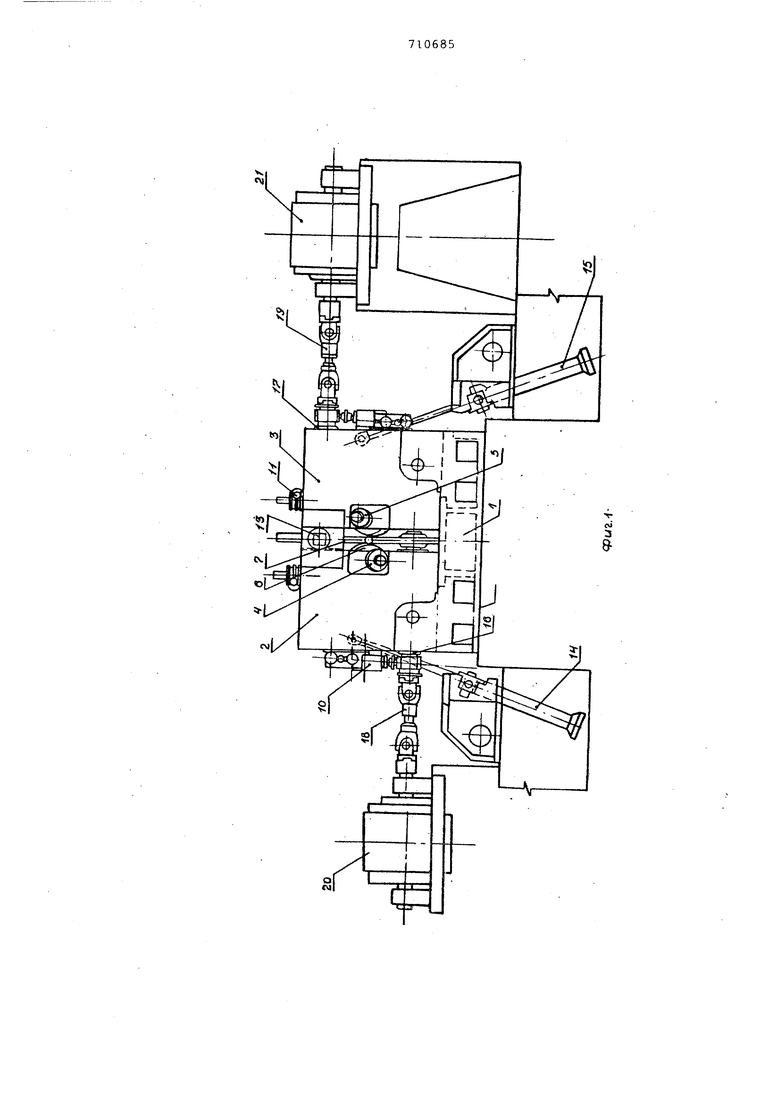
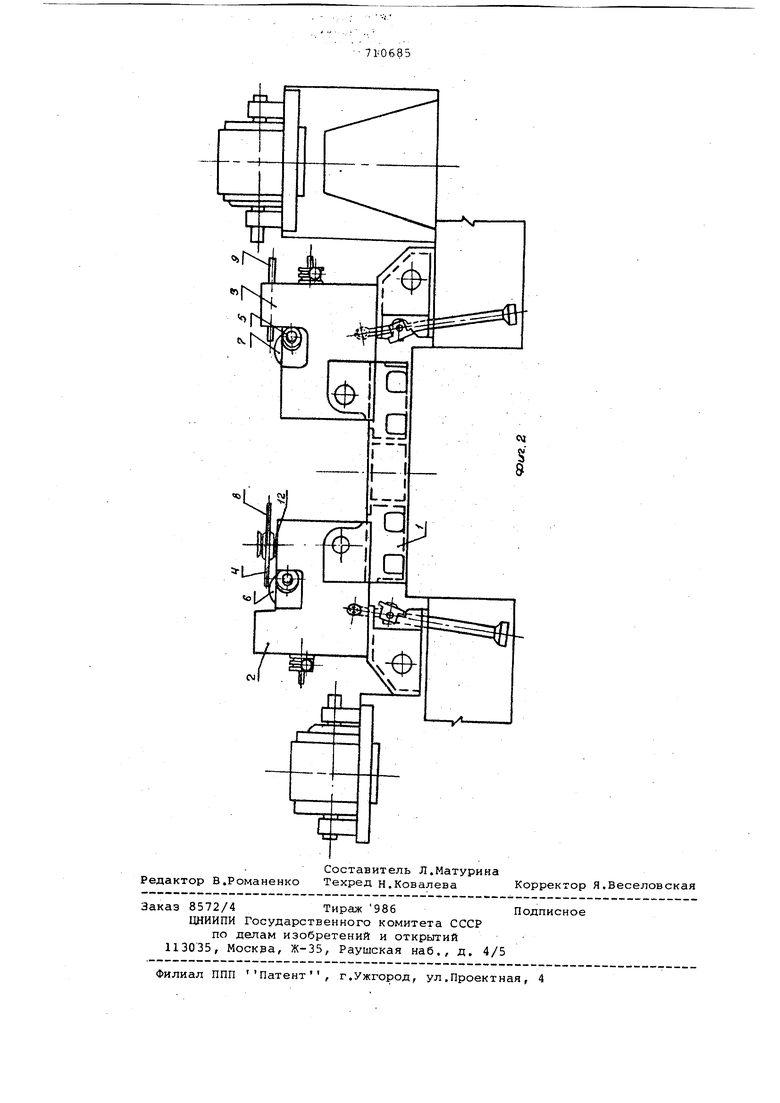
На фиг. 1 изображена рабочая клет стана поперечно-винтовой прокатки, общий ВИД; на фиг. .2 - то же, при перевалке валков и дисков,
Рабочая клеть стана поперечно-винтовой прокатки содержит станину, выполненную из нижней неподвижной части 1, закрепленной на фундаменте, и двух боковых поворотных частей 2 и 3 шарнирно соединенных с неподвижной частью. На каждой боковой поворотной части станины монтированы барабаны 4 и 5 с валками б и 7 и направляющие диски 8 и 9, установленные консольно ria боковых частях станины также монтированы механизмы установки 10 валков, механизмы поворота 11 и стопорения барабанов, механизмы сведения и разведения 12 дисков. Соединение бковых поворотных частей станины осуществляется замком 13. Поворот боковых частей станины осуществляется гидроцилиндрами 14 и 15. Валы 16 и 1 на которых монтированы диски, через универсальные шпиндели 18 и 19 подсоединены к двигателям 20 и 21, расположенным по обе стороны от. оси прокатки.
Устройство работает следуощим образом.
Вращение рабочим валкам 6 и 7 пердается с помощью шпинделей от двигателей гла,вного привода. Вращение дискам передается через универсальные шпиндели 18 и 19 от двигателей 20 и 21, расположенных по обе стороны от оси. прокатки,.
При перевалке шпиндели 18 и 19 отсоединяются, замок 13 выключается и с помощью гидроцилиндров 14 и 15 боковые части 2 и 3 откидываются, обеспечивая свободный доступ для замены валков и дисков 8 и 9.
Предложенная рабочая клеть стана поперечно-винтовой прокатки по сравнению с лучшими образцами аналогичного оборудования позволяет сократить время на замену валков и дисков.
o
В известных конструкциях BfieMH замены валков и дисков составляет около 4 ч. Частота замены - 1 раз в неделю. В предлагаемой конструкций время замены - не более 1 ч. Таким
5 образом, в течение 1 года ожидается сокращение времени, необходимого на смену инструмента, на 4 х 12 (4-1) 144 ч.
При производительности стана
0 100 т./ч и стоимости передела 20 руб. экономический эффект ожидается 144 X 100 X 20 288000 руб. на одном стане.
Формула изобретения
Рабочая клеть стана поперечно-винтовой прокатки, включающая станину, размещенные в барабанах приводные рабочие валки, механизмы поворота и топорения барабанов, механизмы УСТАНОВКИ валков, и направляющие приводные диски с горизонтально расположенными осями вращения, отличаюаяся тем, что, с целью сокращения времени на перевалку, станина составлена из неподвижного основания, двух с вертикальным разъемом шарнирно связанных с.ним боковых частей, снабженных гидродилиндрами поворота, и на каждой боковой части смонтирован барабан с валком и консольно установлен диск.
Источники информации, принятые во внимание при экспертизе
1.Патент ФРГ 1961092, 7 а 19/02, J974.
2.Патент США К 3566653,72-96, 1971 .
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU651861A1 |
| Рабочая клеть стана поперечной прокатки профильных изделий | 1978 |
|
SU763027A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1391743A1 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
| Рабочая клеть короткооправочного стана винтовой прокатки | 1977 |
|
SU749464A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1397106A1 |
| Трехвалковая рабочая клеть винтовой прокатки | 1978 |
|
SU741967A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| Рабочая клеть стана винтовой прокатки | 1984 |
|
SU1210303A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1993 |
|
RU2038176C1 |