При прокатке из жидкого металла последний заливается между двумя валками, находящимися в одной горизонтальной плоскости. Валки удерживают металл от вытекания в двух направлениях, а для того, чтобы удержать металл от вытекания вдоль валков, применяются реборды (фланцы).
Настоящее изобретение предусматривает взамен реборд на валках независимые от валков боковые щеки, плотно прижимаемые к валкам.
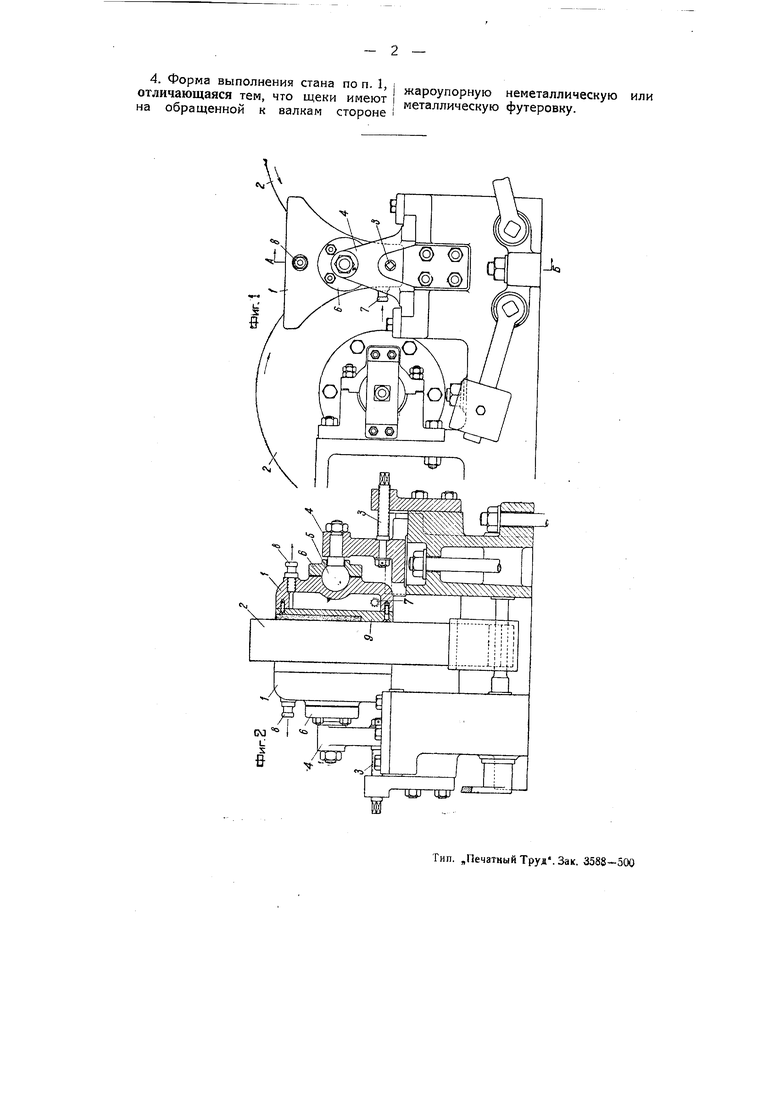
На чертеже фиг. 1 изображает новое устройство сбоку и фиг. 2-разрез по линии АБ на фиг. 1.
Как видно из чертежа, щеки 7 имеют поступательное движение параллельно оси валков 2.
Это поступательное движение осуществляется винтом 5, передвигающим стойку 4, а вместе с ней и щеки.
Для плотного прилегания щек к валкам, что необходимо для избежания протекания металла и образования заусенцев, щека 7 соединяется с передвижной стойкой 4 посредством стержня, кончающегося шаровым щарниром 5. Щека / укрепляется на щарнире 5 фланцем 6.
Во избежание чрезмерного перегрева щек они снабжены водяным
охлаждением, осуществляемым через их внутреннюю полость с помощью ниппелей 7, 8 для шлангов. Соприкасающийся с расплавленным металлом материал может быть самым разнообразным. Это может быть медная, бронзовая или стальная плита 9, частично или полностью футерованная графитом, шамотом, динасом, фарфором, синтеркорундом, плавленым кварцем или другими огнеупорными материалами.
Для прокатки меди, латуни, бронз и алюминия щеки могут покрываться листовым железом или сталью, которые в этом случае непосредственно примыкают к жидкому металлу.
Предмет изобретения.
1.Стан для прокатки из жидкого металла, отличающийся применением прижимаемых к торцам валков боковых щек.
2.Форма выполнения стана по п. 1, отличающаяся тем, что щеки укреплены на шаровом шарнире 5.
3.Форма выполнения стана поп. 1, отличающаяся тем, что щеки снабжены внутренним водяным охлаждением.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки из жидкого металла | 1936 |
|
SU52684A1 |
| Стан для прокатки металла из жидкой массы | 1935 |
|
SU48076A1 |
| Устройство для хронометража работы прокатных станов | 1935 |
|
SU49539A1 |
| Стан для прокатки из жидкого металла | 1938 |
|
SU56771A2 |
| СТАН ДЛЯ ПРОКАТКИ ЛИСТОВОГО ПРОФИЛЯ С УТОЛЩЕННЫМИ КРОМКАМИ | 1991 |
|
RU2010636C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Стан для прокатки непрерывного слитка | 1975 |
|
SU588697A1 |
| Приспособление для шлифования валков прокатных станов на месте | 1931 |
|
SU43396A1 |
| Входное устройство для прокатки тонкостенных труб, предназначенное для использования в автоматическом многоручьевом стане | 2019 |
|
RU2725445C1 |
| Машина для обработки стеблей лубяных растений | 1930 |
|
SU34109A1 |