В авторском свидетельстве № 52896 описан стан для прокатки из жидкого металла, в котором для предупреждения вытекания жидкого металла из промежутка между валиками в осевом направлении применены отдельные от валиков боковые щеки, прижимаемые к торцам валков.
В стане, согласно данному изобретению, такие самостоятельно от валков выполненные щеки для возможности применения их в мног.оручьевых станах устанавливаются по обе стороны каждого ручья в соответствующих выточках валков, причем такие щеки применимы как у двухвалкового, так и у четырехвалкового стана, питаемого жидким металлом из одного общего источника.
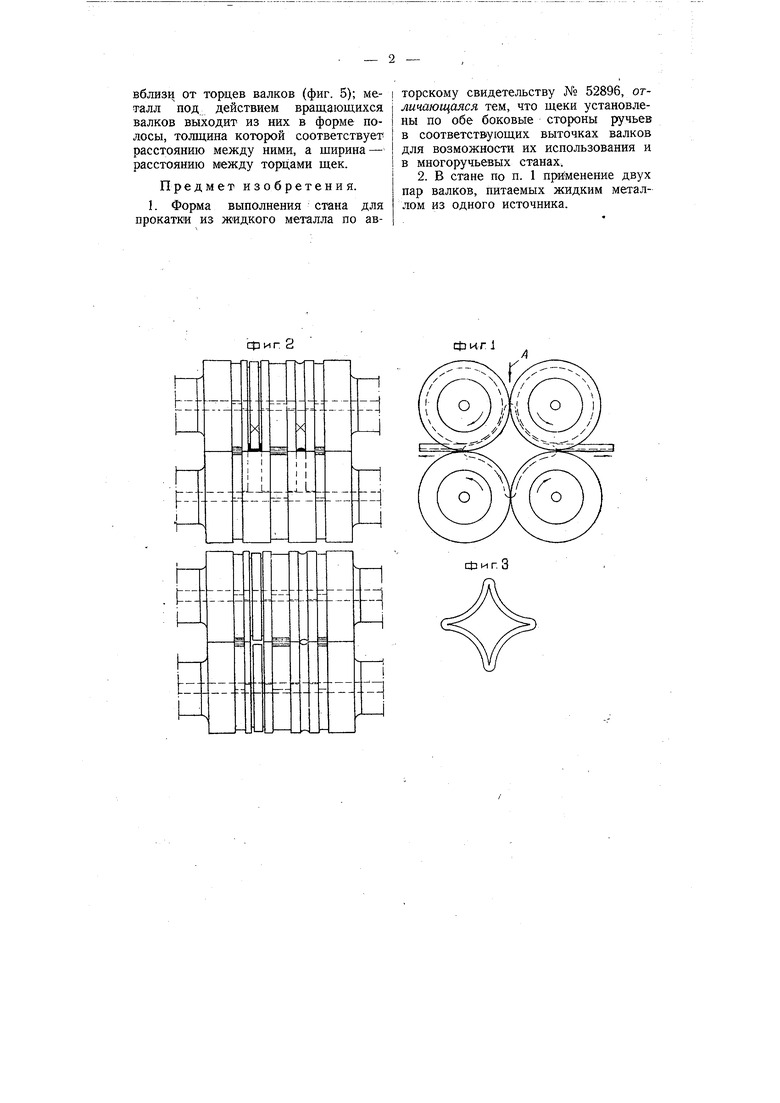
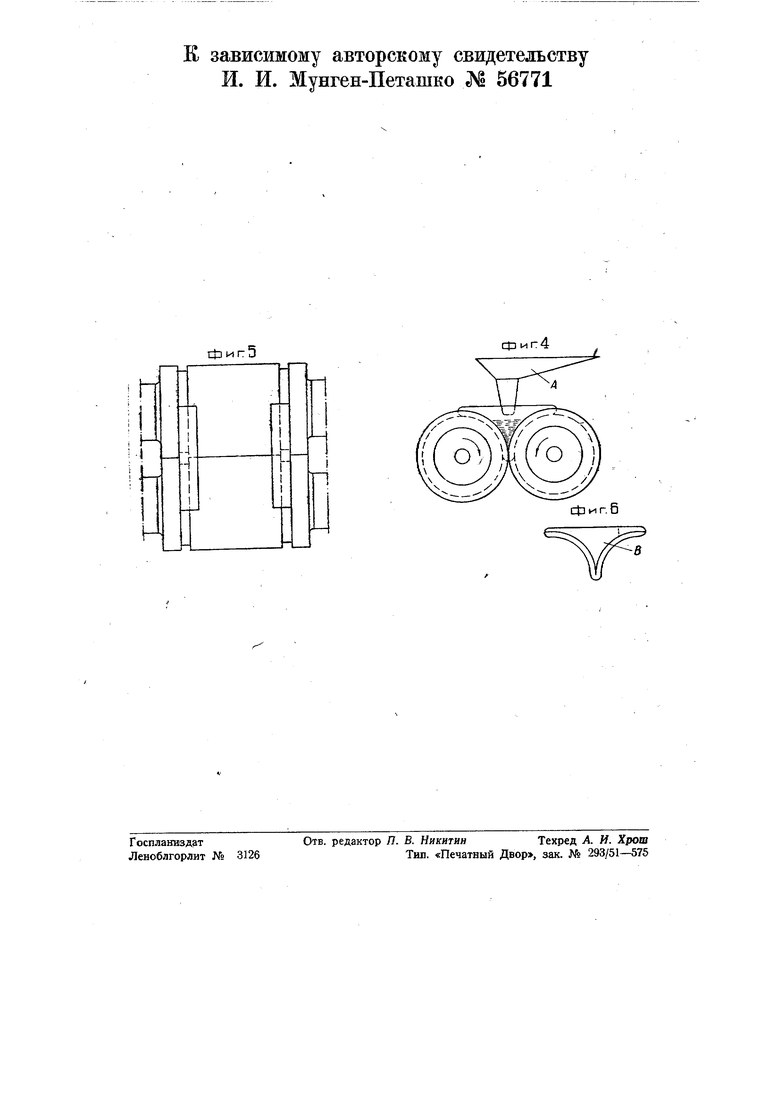
На чертеже фиг. 1 показывает вид сбоку четырехвалкового стана; фиг. 2 - вид в плане верхней и нижней пары валков; фиг. 3 - вид сбоку одной из применяемых в таком стане вставных щек; фиг. 4 - вид сбоку двухвалкового стана со вставленными щеками; фиг. 5 - то же в плане; фиг. 6 - вид вставной щеки для двухвалкового стана.
Жидкий металл от источника - электропечи, миксера, ковша и т. п. (фиг. 1, 4) поступает в вальцы вертикально через воронку Л, футерованную огнеупорным материалом. Воронка имеет выпускное отверстие в форме щели, срответствующей приемным ручьям вальцов, над которыми она располагается. В случае стана, состоящего из двух пар валков, между последними закладываются трефообразные щеки (фиг. 3), расстояние между торцами которых равно максимальной ширине ручья. Щеки образуют внутри валков свободное пространство д.1и приема металла (фиг. 1). Из последнего металл может быть выдавлен вращением валков через калибры в двух противоположных направлениях или же в одном,, для чего один из ручьев должен быть закрыт специальной пробкой.
Фиг. 4, 5 и 6 показывают форму выполнения двухвалкового стана для получения путем бесслитковой прокатки тонких листов или полос.
Здесь щеки В (фиг. 6) имеют полутрефообразную форму и закладываются в канавки, расположенные
вблизи от горцев валков (фиг. 5); металл под действием вращающихся валков выходит из них в форме полосы, толщина которой соответствует расстоянию между ними, а щирина - расстоянию между торцами щек.
Предмет изобретения.
I. Форма выполнения стана для прокатки из Жидкого металла по авторскому свидетельству № 52896, отличающаяся тем, что щеки установлены по обе боковые стороны ручьев в соответствующих выточках валков для возможности их использования и в многоручьевых станах,
2. В стане по п. 1 применение двух пар валков, питаемых жидким металлом из одного источника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| НЕПРЕРЫВНЫЙ ОПРАВОЧНЫЙ СТАН | 1991 |
|
RU2048936C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ ДВУХГРЕБНЕВЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2005 |
|
RU2283706C1 |
| Способ прокатки рельсовых профилей | 1974 |
|
SU623593A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Система калибров для прокатки круглых профилей | 1987 |
|
SU1475742A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| СПОСОБ ПРОКАТКИ ТРАМВАЙНЫХ ЖЕЛОБЧАТЫХ РЕЛЬСОВ | 2022 |
|
RU2787897C1 |
фиг 2
ь-I I I I
.L
,
1
Ьи-:к зависимому авторскому свидетельству И. И. Мунген-Петашко JSS 56771
фиг5
ср иг4
