Предлагаемый стан для жидкой прокатки в основном подобен опубликованным в литературе (Iron Age 1935 г. 21/111, реферат Домез, 1935 г. № 6). Однако особенностью его является то, что при прокатке поддерживается постоянное давление на валки.
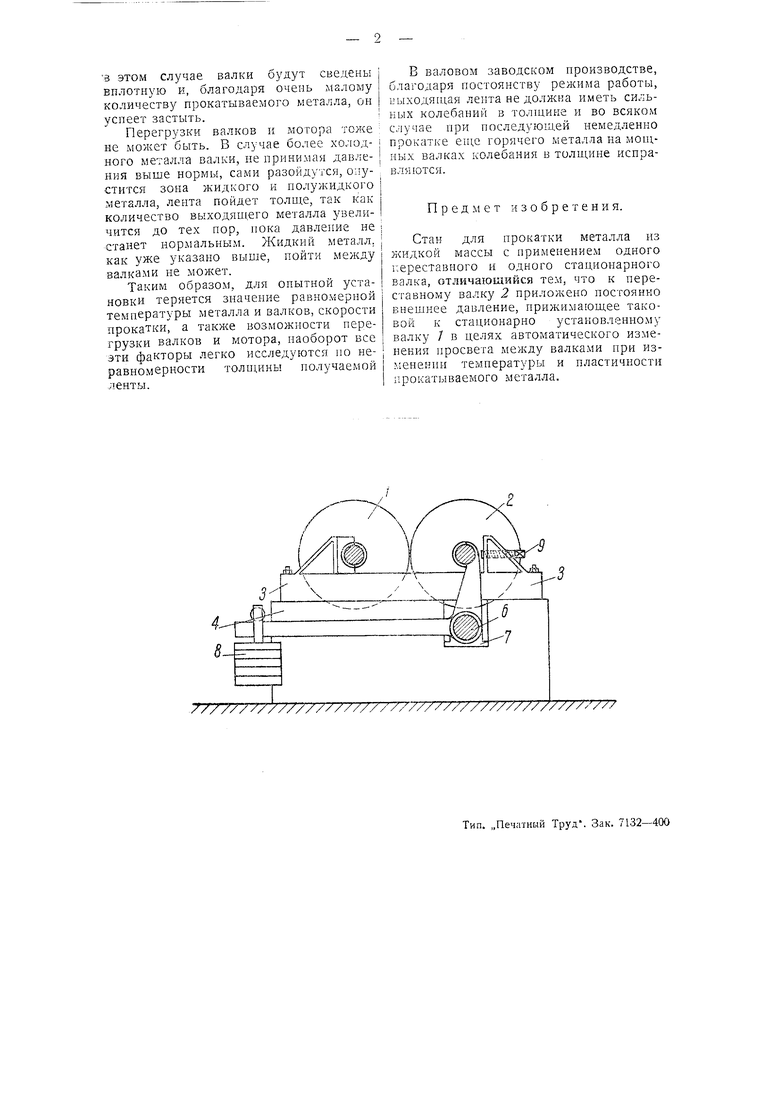
На чертеже изображен стан для прокатки жидкого металла с постоянным давлением на валки. Стан имеет пару валков / и 2, расположенных на одном уровне. Валок 7 неподвижно укреплен на станине 3, установленной на фундаменте 4. Валок 2 устанавливается на неравноплечих рычагах, вращающихся на валу б, в подщипниках 7, укрепленных на фундаменте. Благодаря грузам S, подвещенным на длинных плечах рычагов, валок 2 всегда прижимается с достаточной силой к другому валку /.
В том случае, когда пространство между валками заполнено жидким металлом, образуется щель, пропускающая между валками то количество металла, которое успело застыть и соответствует заданному давлению грузов 8. Для больщего постоянства толщины получаемого подката помимо упомянутого груза 8, дающего единое давление на валки или .давление минимум, могут, но необязательно, устанавливаться еще ограничители толщины прокатываемой ленты.
Ограничитель толщины может бытьгрузом, подобным указанному 8 и расположенному рядом с ним. Груз максимум следует делать значительно большегруза минимум и ставить его на домкрате, так чтобы он начинал действовать лищь после некоторого наперед заданного растворения щели между валками (на чертеже не изображено).
Вместо груза л:аксимум могут применяться прижимные винты 9, подобные обычно применяемым во всех конструкциях прокатных станов. Основная разница лищь в том, что обычно они являются основой для постоянного растворения валков, в нащей же конструкции они служат лишь ограничителями- максимум при наличии системы, создающей постоянное давление на валки.
При известных до сих пор станах для жидкой прокатки требуется чрезвычайно точная установка скорости отливки и прокатки, степени наполнения и размеров зазора; все эти величины должны очень точно соответствовать друг другу, а также скорости охлаждения валков и температуре металла и при малейшем отклонении от наперед заданного режима будет проскакивание жидкого или полужидкого металла или наоборот перегрузка мотора и валков.
В предлагаемом стане проскакивание жидкого металла невозможно так как
3 этом случае валки оудут сведены вплотную и, благодаря очень .малому количеству прокатываемого металла, он успеет застыть.
Перегрузки валков к мотора не может быть. В случае более хо;1одного металла валки, не принимая давления выше нормы, сами разойдутся, опустится зона жндкого и нолужидкого металла, лента пойдет толще, так как количество вы.ходяш.его металла увеличится до тех нор, пока давление не станет нормальным. Жидкий металл. как уже указано выше, пойти между валками не может.
Таким образом, для опытной установки теряется значение равномерной температуры металла и валков, скорости прокатки, а также возможности перегрузки валков и мотора, наоборот все эти факторы легко исследуются но неравномерности толпщны получаемой ленты.
В валовом заводском производстве, благодаря постоянству режима работы, иыходян1ая лента не должна иметь сильных колебаний в толщине и во всяком случае при последующей немедленно прокатке еще горячего металла на MOHI,ных валках колебания в толщине исправляются.
Предмет изобретения.
Стан для нрокатки металла из жи;(,кой массы с применением одного 1;ереставного и одного стационарного , отличающийся тем, что к переставному валку 2 приложено постоянно внешнее давление, прижимающее таковой к стационарно установленному валку / в целях автоматического изменения просвета между валками при изменении темнературы и пластичности Г1рокатываемого металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки из жидкого металла | 1936 |
|
SU52684A1 |
| Способ прокатки из жидкого металла | 1936 |
|
SU52837A1 |
| Устройство для хронометража работы прокатных станов | 1935 |
|
SU49539A1 |
| Стан для прокатки из жидкого металла | 1936 |
|
SU52896A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| Способ прокатки полос | 1982 |
|
SU1061861A1 |
| СПОСОБ НАСТРОЙКИ ПРОВОДКОВОЙ СИСТЕМЫ ЧЕТЫРЕХВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1998 |
|
RU2136415C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЦЕЛЕНАПРАВЛЕННОГО ВОЗДЕЙСТВИЯ НА ГЕОМЕТРИЮ ПОЛОСОВОЙ ЗАГОТОВКИ В ЧЕРНОВОЙ КЛЕТИ | 2006 |
|
RU2368443C2 |
| Реверсивный листопрокатный стан | 1932 |
|
SU47630A1 |
| Прокатная клеть | 1979 |
|
SU839636A1 |

