Устройство для стапепирования полосового материала работает следующим образом.
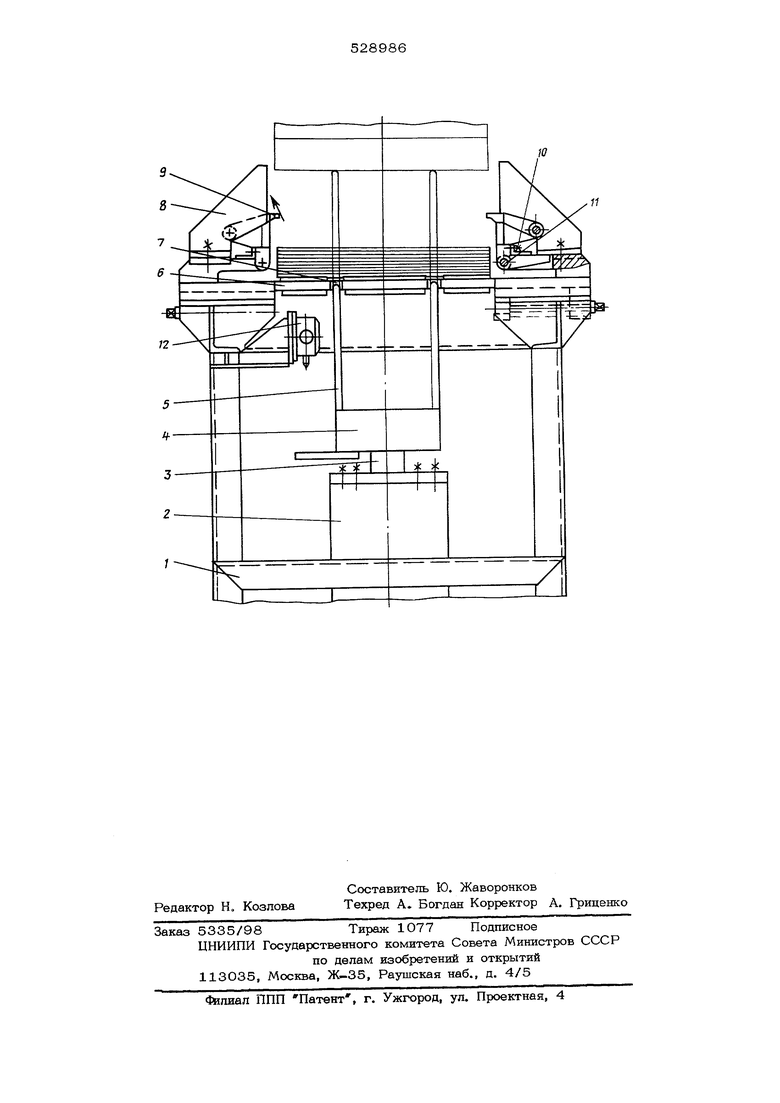
От устройства периодически подающего на ленточньй транспортер заготовки, они по конвейеру попадают в укладчик-накопитель. При периодическом останове привода ленточного транспортера через электропневматический клапан 11 пневмоши- линдр 2 автоматически включается на подъем, Параллельные жестко укрепленные штыри 5, пройдя через прорези ленты транспортера, лежащей на раме, снимают с нее заготовку или пакет заготовок и поднимают вверх. Дойдя до рычагов-отсекателей 9, заготовка или пакет начинает своими краям-и их плавно поворачивать. Как только штыри со снятой заготовкой или пакетом заготовок пройдут зону рычагов-отсекателей, пластинчатые пружины 10 возвращают отсекатели в исход- ное положение. Параллельные подъемные, укрепленные на плунжере штьфи, достигнув своего максимального верхнего положения, возвращаются в исходное положение при помощи конечного выключателя 12, оставляя стопу на рычагах-отсекателях. Затем достигнув определенного веса и высоты, стопа заготовок съемным транспортирующим устройством направляется на дальнейшую переработку.
Возможность подачи не только поштучно, но и пакетами заготовок заданных габаритов укладчиком-накопителем позволяет резко повысить производительность укладки.
Плавность передачи заготовок в вертикально формируемую ровную стопу обеспечит укладку заготовок без нанесения дефектов на поверхности заготовки.
Возможность возвратно-поступательного перемещения ограничителей позволяет стаи лировать заготовки различных линейных размеров в стопу.
Формула изобретения
Устройство для стапелирования полосового материала, содержащее-транспортер,под которым установлен подъемньй стол для снятия полос с транспортера и передачи их на установленные на осях с возможностью поворота рычаги, расположенные над трано. портером, отличающееся тем, что, с целью уменьшения габаритов, на столе закреплены вертикальные штыри, взаимодействующие с полосовым материалом и входящие в прорези, вьшолненные в транспортере.
Источники информации, принятые во внимание при экспертизе:
1.Патент ФРГ № 812537, класс 81е 129, 05.07.51.
2.Норицьш И. А., Власов В. И. Автоматизация и механизация технологических процессов ковки и штамповки. Машиностроение, М., 1967г., стр. 265-266, рис.156
10
11
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое загрузочное устройство | 1984 |
|
SU1220783A1 |
| Машина для изготовления клееных пакетов из нарезанных заготовок бумаги | 1958 |
|
SU121336A1 |
| ЛИНИЯ ДЛЯ ВЫРАБОТКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ НА ЛИСТАХ | 1971 |
|
SU424550A1 |
| Поточная линия | 1975 |
|
SU590142A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТРОЙСТВО для ОТДЕЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОКот стопы | 1973 |
|
SU385654A1 |
| Устройство для вырубки заготовок из полосового материала | 1981 |
|
SU1011388A1 |
| Устройство для стапелирования листовых заготовок и перемещения стопы | 1982 |
|
SU1057150A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |