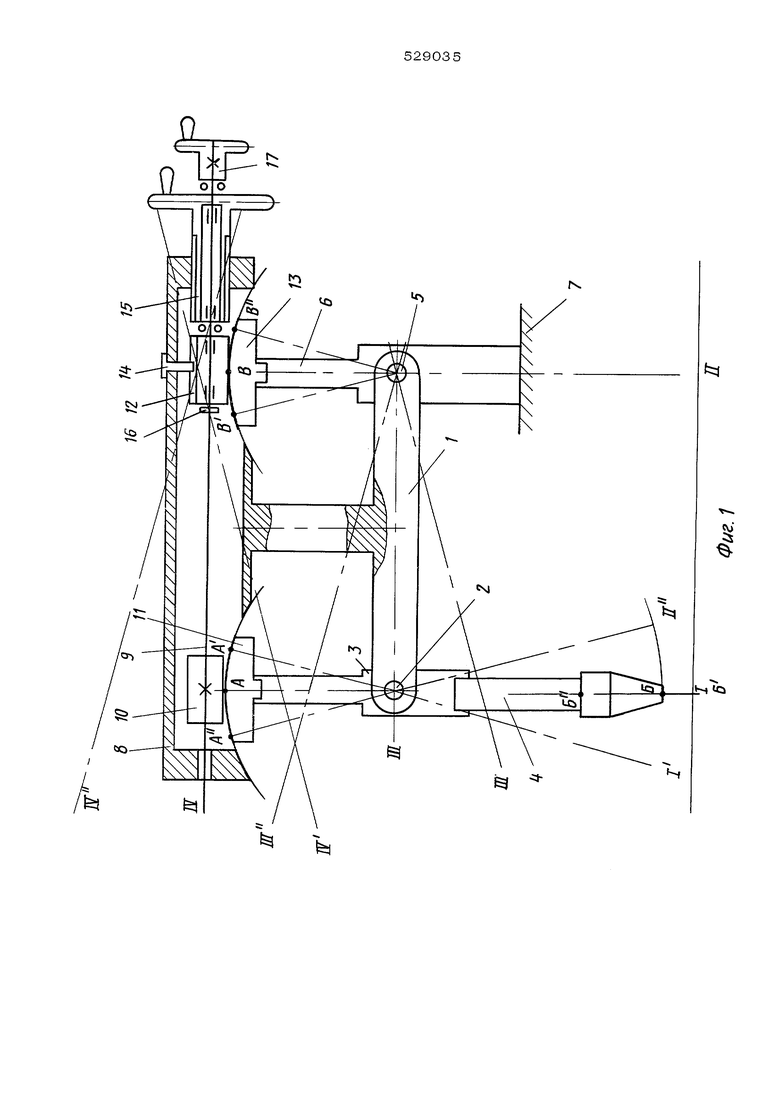
червяка: один червяк 10 жестко закреплен на приводном валу 9 и находится в зацеплении с зубчатым сектором 11, расположенном на держателе мундштука 3 и мундштуке 4, а другой червяк 12 посажен свободно на центральном приводном вглу 9, зафиксирован от перемещения в осевом направлении и находится в зацеплении с 9убчать М сектором 13, расположенным на неподвижном стержне 6. Червяк 12 удери;иБается от проворачивания скользящей шпонкой 14, расположенной на корпусе полости 8 несущего полого рычага 1. Положение центрального приводного вала 9 зафиксировано в осевом направ.лении резьбовой втулкой 15 буртиком 1 б и корректировочным маховичком 17. Резьбовая втулка 15 установлена на резьбе в корпусе полости 8 и снабжена корректировочным маховичком. Центральный приводной вал 9 свободно вращается в резь бовой втулке 15k
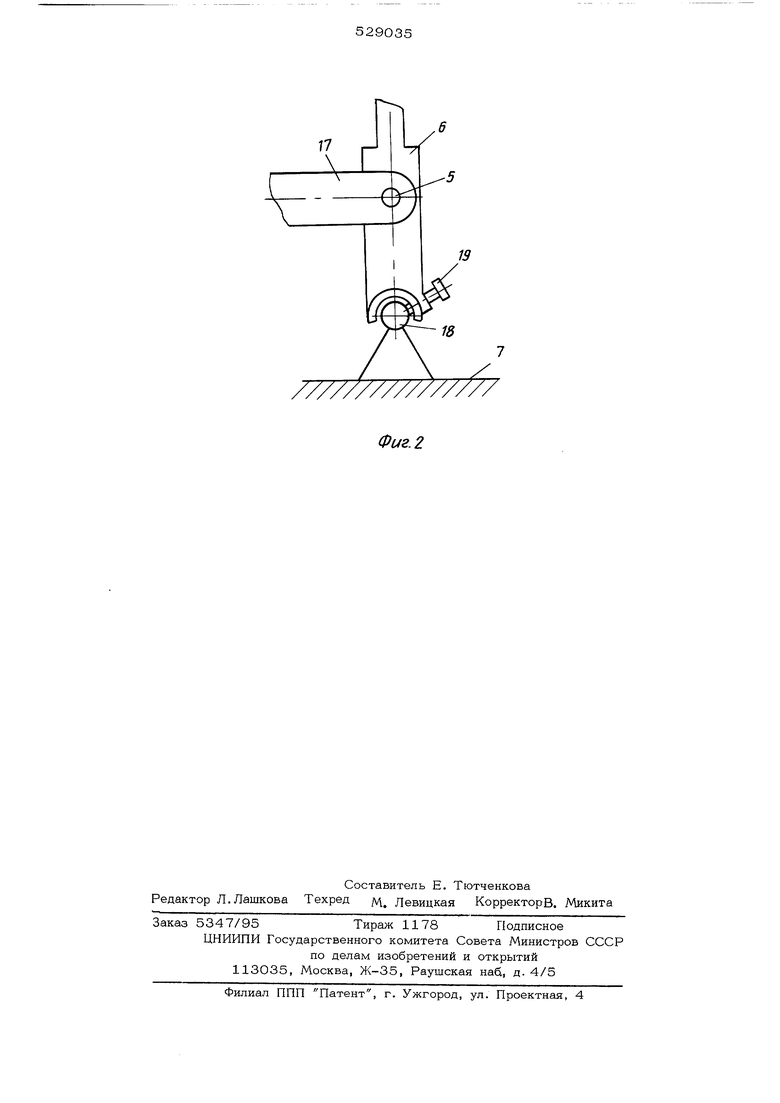
Стеруекь 6 мо.ет быть установлен на шаровом шарнире 18 с фиксатором 19, что позволяет устанавливать указанное устройство в любом пространственном положеНИИ.
Корректор работает следующим образом.
Корректировка электрода поперек шва вправо или влево осуществляется поворотом корректировочного маховика 17, жестко соединенного с центральньм приводным валом
Поворачивая корректирсвочньй маховичок 17, приводят тем самым в движение пару червяк 10 - зубчатый сектор 1 Ij которые могут зани(ать нуж.ное положение, поворачиваясь вокруг оси шарнира 2. Таким образом, мзндштук 4, закрепленный на держателе мундштука 3, занимает положение .А-1 или А -11 Пара червяк - зубчатый сектор позволяет корректировать электрод в достаточнь:х пределах.
По вертикали электрод корректируется вращением резьбовой втулки 15 ( свободно сидящей на валу 9 и зафиксированной от продольного смещения корректировочным маховичком 17, червяком 12 и буртиком 16 )которая ввинчиваясь и вьшинчиваясь из корпусаJполости 8 толкает вправо или в.лево вдоль оси I V , центральньв приводной вал 9 с червяками 10 и 12. Последний зафиксирован от поворота шпонкой 1
Червяки 10 и 12 вместе с центральным приводным валом 9, обкатьдааясь без вращения по зубчатым секторам 11 и 13, причем зубчатый сектор 13 жестко прикреплен к корпусу автомата 7, поворачивают полый несущий рычаг 1 корректора с корпусом полости 8 вокруг оси шарнира 5.
Зубчатый сектор 11с дepжaтeлevJ мундштука 3 и мундштуком 4 поворачивается вокруг оси шарнира 2.
При этом ось III полого несущего рычага 1 занимает положение III или tfl , а ось /V корпуса полости 8 занимает положение IV и /и . Точка Б мундштука 4 занимает положение Б или Б . Таким o6pa30Ms мундштук 4 поднимается или опускается, сохраняя вертикальное положение, благодаря постоянному расстоянию между точками осей А и В, независимо от поперечной корректировки.
В случае, когда зубчатый сектор 13 со стержнем 6 устанавливается на шаровом шарнире 18 весь корректировочный механиз можно развернуть и осуществлять перенос сварочного -мундштука на др}тое место.
Таким образом, применение предлагаемого устройства для корректировки положения мундштука в сварочных автоматах позволяет максимально удобно и быстро вьшолнять корректировку.
Формула изобретения
1.Устройство для корректировки положения мундштука в сварочном автомате, вклЮчаюшее механизм перемещения мундштука поперек стьтка и механизм перемещения мундштука по вертржали, отличающееся тем, что, с целью упрощения устройства, механизм перемещения мунштука поперек стыка совмещен с механизмом перемещения по вертикали и выпо.лнен
Б вцце полого несущего рычага с приводной резьбовой втулкс)й, шарнирно соединешюй одним концом с держателем мундштука, другим - с KopnycoN-i автомата, в полости указанного рычагё. установлен центральньш приводной вал, на одном конце которого жестко закреплен червяк, находящийся в зацеплении с зубчатым сектором, вьшолненньпуг на свободном торие держате.ля мундштрта, на другом конце вала установлен второй червяк, зафиксированный в осевом направлении, удерживаемый от поворота расположенной на рычаге скользящей шпонкой и находящийся в зацеплении с другим зубчатым сектором, закрепленным на корпусе автокшта.
2.Устройство по п. 1, отличающееся тем, что, с целью вьшолнения сварки в различных пространственных положениях, между зубчатым сектором и корпусом автомата установлена шаровая опора
с фиксатором.
Источники информацииJ принятые во внимание при экспертизе;
1. Руководство по электродуговой сварке под флюсом под ред. Б. Е. Патона, Киев, 1957 г., стр. 174.
NЪ|
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухэлектродная сварочная головка | 1980 |
|
SU910385A1 |
| Опорное устройство изложницы центробежной машины | 1975 |
|
SU541576A1 |
| Устройство для правки шлифовального круга по дугообразному профилю с примыкающими участками обратной кривизны | 1974 |
|
SU511196A1 |
| Рулевое управление трактора | 1984 |
|
SU1221002A1 |
| Устройство для перемешивания жидкости к ферментерам | 1991 |
|
SU1772153A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| Устройство для колебания электрода | 1974 |
|
SU512879A2 |
| Автоматическая роторная линия для сборки и сварки металлоконструкций | 1978 |
|
SU766801A1 |
| Аппарат для репозиции и фиксации костных отломков | 1988 |
|
SU1563687A1 |
| Вышивальная машина | 1980 |
|
SU1044696A1 |