Г
(21)4350628/31-27
(22)29.10.87
(46) 23.11.89. Бюл. № 43
(71)Новосибирский государственный университет им. Ленинского комсомола
(72)П. Г. Пасько, В. К. Касьянов, Т. В. Романова и Е. А. Целенко
(53)621.791-.039 (088.8)
(56)Авторское свидетельство СССР № 580963, кл. В 23 К 20/00, 1975.
(54)МАНИПУЛЯТОР
(57)Изобретение относится к манипуляторам для перемещения изделия в процессе диффузионной и холодной сварки с предварительно напыленными слоями металла. Манипулятор имеет корпус (К) 1 с двумя каретками 3, 4 и ползуном. На валах кареток .смонтированы скобы 22 с прижимами 23, 24 для элементов 28 изделия. В К I установлен поворотный вал 6 с разжимным кулачком и копиром. Ползун оснащен копирным роликом и выполнен с упорными кронштейнами J3 для роликов 19 кареток 3, 4. Ползун и каретки подпружинены относительно К I. После зажима эле- м ентов 28 в скобах 22 прижимами 23, 24 поворачивают вал 6. Кулачок разводит каретки 3, 4 со скобами, а копир 14 посредством копирного ролика перемещает ползун. Ползун своими кронштейнами 13 посредством роликов 19 поворачивает рычаги 18 кареток 3, 4. Секторы 17, соединенные с рычагами 18, поворачивают шестерни 21 с валами и закрепленными на них скобами 22 с элементами 28. Таким образом, производится одновременный поворот элементов 28 и из раздвижение. В этом положении осуществляют напыление. Затем поворотом вала одновременно поворачивают и сближают элементы 28 напыленными поверхностями и сваривают их. Благодаря такой последовательности операций напыление и сварка производятся без переустановки элементов изделия, что повышает качество сварного соединения. 16 ил.
S
(Л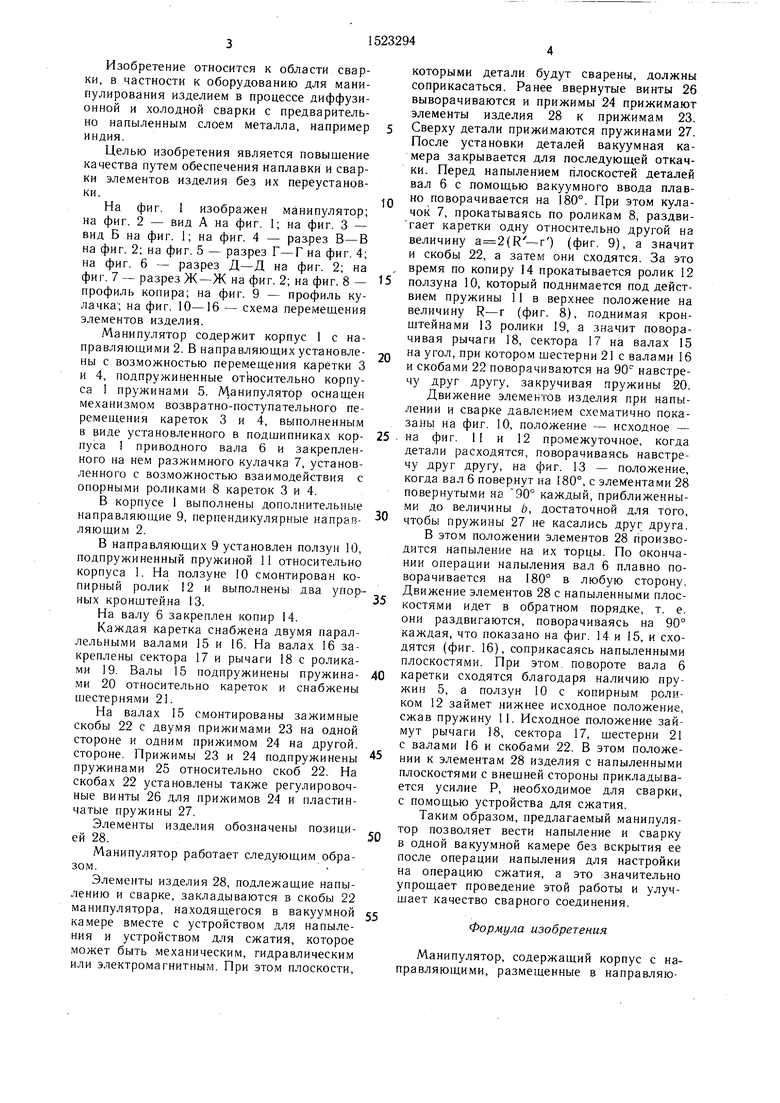
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для автоматической сварки замкнутых швов с радиусными скруглениями | 1982 |
|
SU1038161A1 |
| Захватное устройство | 1988 |
|
SU1625803A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для сборки и сварки двух продольных швов прямоугольных изделий | 1985 |
|
SU1338998A1 |
| Устройство Кривовязюка для вырубки заготовок из плоского материала | 1980 |
|
SU929284A1 |
| Кантователь | 1986 |
|
SU1333517A1 |
| Установка для автоматической сварки изделий с криволинейным контуром | 1978 |
|
SU778976A1 |
| Устройство для тепловой обработки металла | 1983 |
|
SU1155404A1 |
| Способ обвязки рулонов на барабанеМОТАлКи и уСТРОйСТВО для ЕгООСущЕСТВлЕНия | 1979 |
|
SU831666A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
Изобретение относится к манипуляторам для перемещения изделия в процессе диффузионной и холодной сварки с предварительно напыленными слоями металла. Манипулятор имеет корпус (К) 1 с двумя каретками 3,4 и ползуном. На валах кареток смонтированы скобы 22 с прижимами 23, 24 для элементов 28 изделия. В К 1 установлен поворотный вал 6 с прижимным кулачком и копиром. Ползун оснащен копирным роликом и выполнен с упорными кронштейнами 13 для роликов 19 кареток 3,4. Ползун и каретки подпружинены относительно К 1. После зажима элементов 28 в скобах 22 прижимами 23,24 поворачивают вал 6. Кулачок разводит каретки 3, 4 со скобами, а копир 14 посредством копирного ролика перемещает ползун. Ползун своими кронштейнами 13 посредством роликов 14 поворачивает рычаги 18 кареток 3,4. Секторы 17, соединенные с рычагами 18, поворачивают шестерни 21 с валами и закрепленными на них скобами 22 с элементами 28. Таким образом, производится одновременный поворот элементов 28 и их раздвижение. В этом положении осуществляют напыление. Затем поворотом вала одновременно поворачивают и сближают элементы 28 напыленными поверхностями и сваривают их. Благодаря такой последовательности операций напыление и сварка производятся без переустановки элементов изделия, что повышает качество сварочного соединения. 16 ил.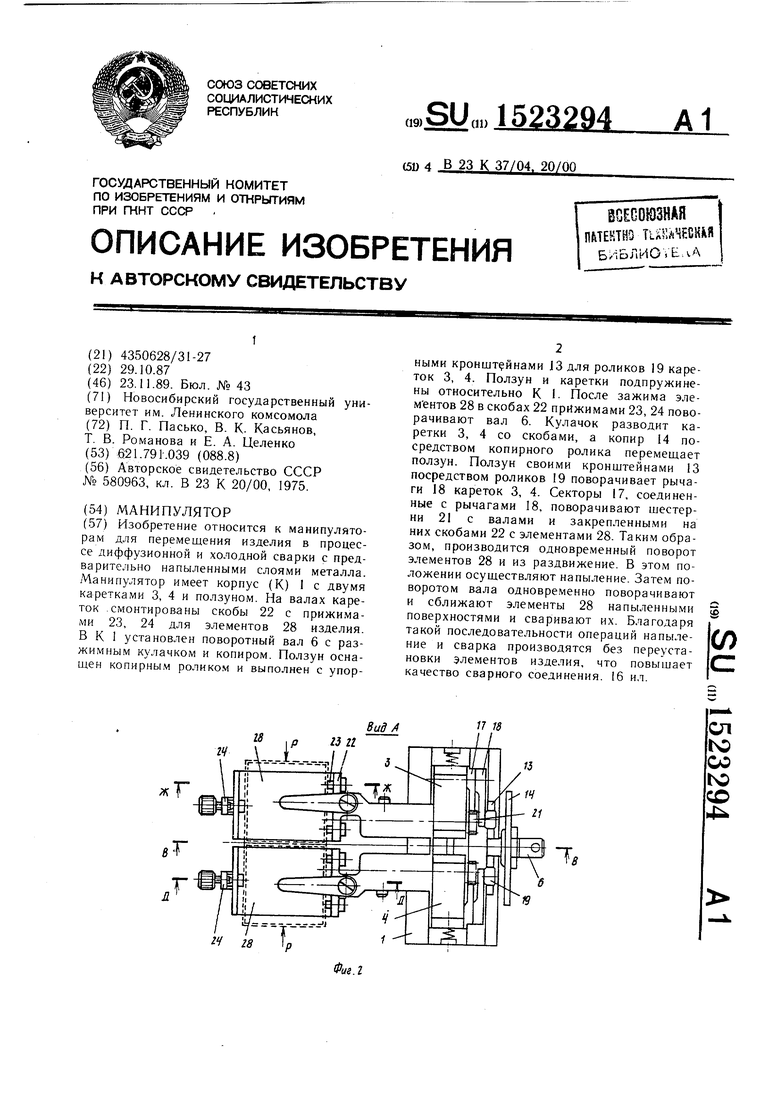
гч
IS .р
rU
18
Вид /
}}
21
СП
со
со
4
Т,
Изобретение относится к области сварки, в частности к оборудованию для манипулирования изделием в процессе диффузионной и холодной сварки с предварительно напыленным слоем металла, например индия.
Целью изобретения является повышение качества путем обеспечения наплавки и сварки элементов изделия без их переустановки.
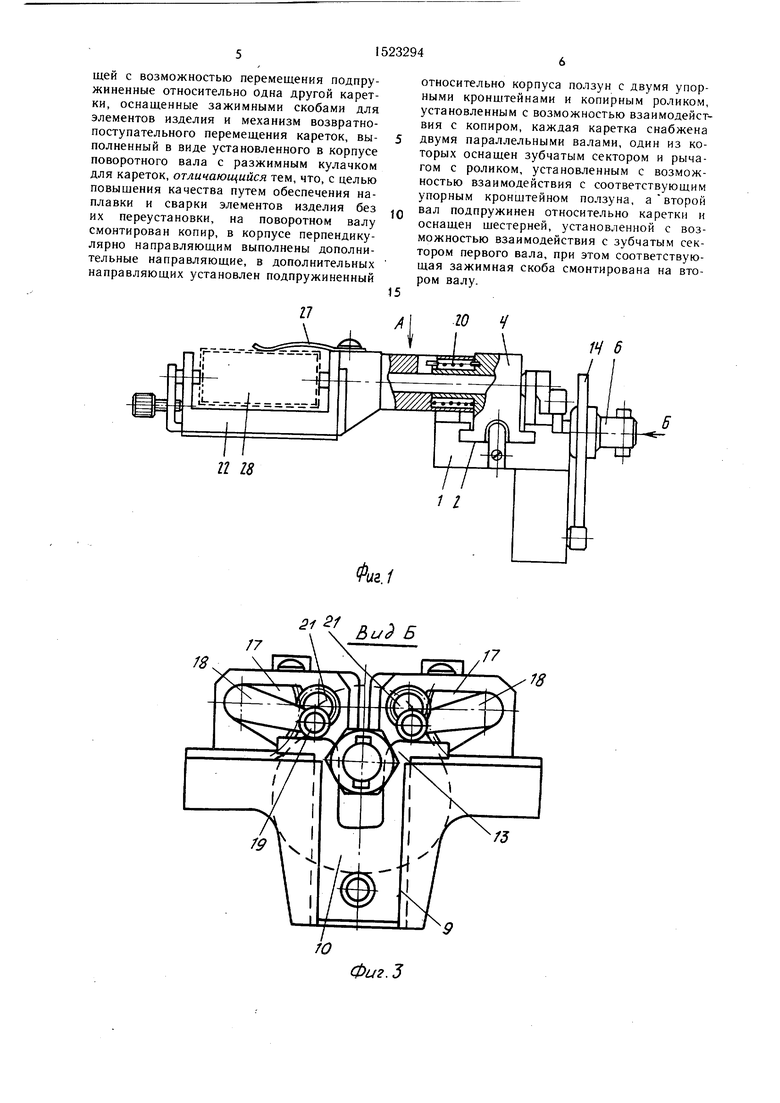
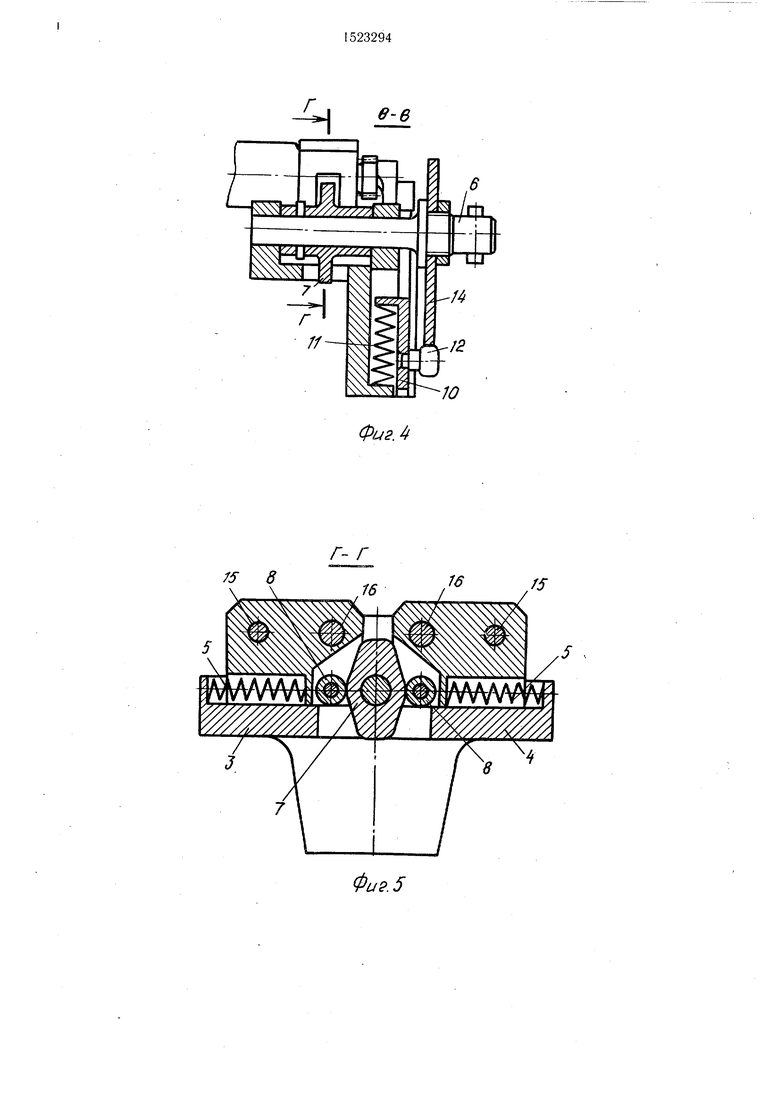
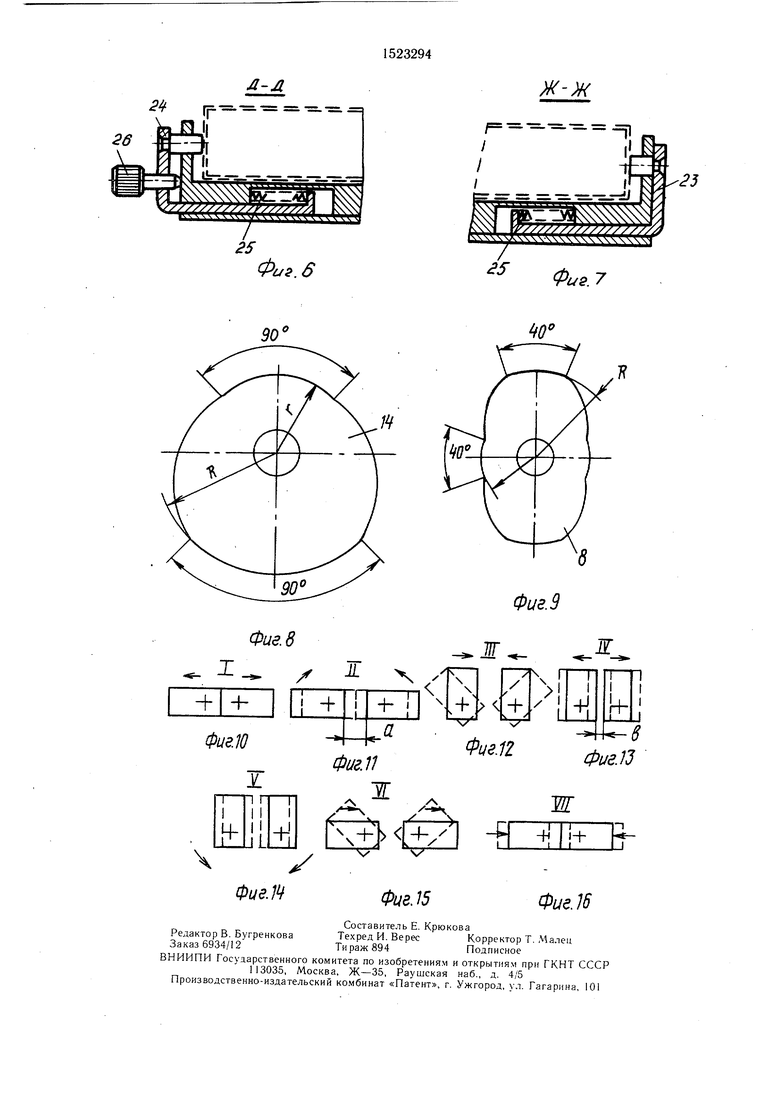
На фиг. 1 изображен манипулятор; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - раарез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 4; на фиг. 6 - разрез Д-Д на фиг. 2; на фиг. 7 - разрез Ж-Ж на фиг. 2; на фиг. 8 - профиль копира; на фиг. 9 - профиль кулачка ; на фиг. 10-16 - схема перемещения элементов изделия.
Манипулятор содержит корпус 1 с направляющими 2. В направляющих установлены с возможностью перемещения каретки 3 и 4, подпружиненные oтkocитeльнo корпуса 1 пружинами 5. Манипулятор оснащен механизмом возвратно-поступательного перемещения кареток 3 и 4, выполненным в виде установленного в подшипниках корпуса 1 приводного вала 6 и закрепленного на нем разжимного кулачка 7, установленного с возможностью взаимодействия с опорными роликами 8 кареток 3 и 4.
В корпусе 1 выполнены дополнительнь е направляющие 9, перпендикулярные направляющим 2.
В направляющих 9 установлен ползун 10, подпружиненный пружиной 11 относительно корпуса 1. На ползуне 10 смонтирован ко- пирный ролик 12 и выполнены два упорных кронщтейна 13.
На валу 6 закреплен копир 14.
Каждая каретка снабжена двумя параллельными валами 15 и 16. На валах 16 закреплены сектора 17 и рычаги 18 с роликами 19. Валы 15 подпружинены пружинами 20 относительно кареток и снабжены щестернями 21.
На валах 15 смонтированы зажимные скобы 22 с двумя прижимами 23 на одной стороне и одним прижимом 24 на другой, стороне. Прижимы 23 и 24 подпружинены пружинами 25 относительно скоб 22. На скобах 22 установлены также регулировочные винты 26 для прижимов 24 и пластинчатые пружины 27.
Элементы изделия обозначены позицией 28.
Манипулятор работает следующим образом.
Элементы изделия 28, подлежащие напылению и сварке, закладываются в скобы 22 манилулятора, находящегося в вакуумной камере вместе с устройством для напыления и устройством для сжатия, которое может быть механическим, гидравлическим или электромагнитным. При этом плоскости.
0
5
0
5
0
5
0
5
0
5
которыми детали будут сварены, должны соприкасаться. Ранее ввернутые винты 26 выворачиваются и прижимы 24 прижимают элементы изделия 28 к прижимам 23. Сверху детали прижимаются пружинами 27. После установки деталей вакуумная камера закрывается для последующей откачки. Перед напылением плоскостей деталей вал 6 с помощью вакуумного ввода плавно поворачивается на 180°. При этом кулачок 7, прокатываясь по роликам 8, раздви- гает каретки одну относительно другой на величину (R -г ) (фиг. 9), а значит и скобы 22, а затем они сходятся. За это время по копиру 14 прокатывается ролик 12 ползуна 10, который поднимается под действием пружины 11 в верхнее положение на величину R-г (фиг. 8), поднимая крон- щтейнами 13 ролики 19, а значит поворачивая рычаги 18, сектора 17 на валах 15 на угол, при котором щестерни 21 с валами 16 и скобами 22 поворачиваются на 90 навстречу друг другу, закручивая пружины 20.
Движение элементов изделия при напылении и сварке давлением схематично показаны на фиг. 10, положение - исходное - на фиг. И и 12 промежуточное, когда детали расходятся, поворачиваясь навстречу друг другу, на фиг. 13 - положение, когда вал 6 повернут на 80°, с элементами 28 повернутыми на 90° каждый, приближенными до величины Ь, Достаточной для того, чтобы пружины 27 не касались друг друга.
В этом положении элементов 28 производится напыление на их торцы. По окончании операции напыления вал 6 плавно поворачивается на 180° в любую сторону. Движение элементов 28 с напыленными плоскостями идет в обратном порядке, т. е. они раздвигаются, поворачиваясь на 90° каждая, что показано на фиг. 14 и 15, и сходятся (фиг. 16), соприкасаясь напыленными плоскостями. При этом, повороте вала 6 каретки сходятся благодаря наличию пружин 5, а ползун 10 с копирным роликом 12 займет нижнее исходное положение, сжав пружину 11. Исходное положение займут рычаги 18, сектора 17, щестерни 21 с валами 16 и скобами 22. В этом положении к элементам 28 изделия с напыленными плоскостями с внещней стороны прикладывается усилие Р, необходимое для сварки, с помощью устройства для сжатия.
Таким образом, предлагаемый манипулятор позволяет вести напыление и сварку в одной вакуумной камере без вскрытия ее после операции напыления для настройки на операцию сжатия, а это значительно упрощает проведение этой работы и улуч- щает качество сварного соединения.
Формула изобретения
Манипулятор, содержащий корпус с на- правляющими, размещенные в направляющей с возможностью перемещения подпружиненные относительно одна другой каретки, оснащенные зажимными скобами для элементов изделия и механизм возвратно- поступательного перемещения кареток, выполненный в виде установленного в корпусе поворотного вала с разжимным кулачком для кареток, отличающийся тем, что, с целью повышения качества путем обеспечения наплавки и сварки элементов изделия без их переустановки, на поворотном валу смонтирован копир, в корпусе перпендикулярно направляющим выполнены дополнительные направляющие, в дополнительных направляющих установлен подпружиненный
/7
: ви Б
18
относительно корпуса ползун с двумя упорными кронштейнами и копирным роликом, установленным с возможностью взаимодействия с копиром, каждая каретка снабжена двумя параллельными валами, один из которых оснащен зубчатым сектором и рычагом с роликом, установленным с возможностью взаимодействия с соответствующим упорным кронштейном ползуна, а второй вал подпружинен относительно каретки и оснащен шестерней, установленной с возможностью взаимодействия с зубчатым сектором первого вала, при этом соответствующая зажимная скоба смонтирована на втором валу.
/V 6
17
Фиг. 5
в-в
Фиг. 4
/J
Фи9.5
Л-Л
26
Физ.б
Фие.8
Z
ФиеЛО
фце.Щ
Составитель Е. Крюкова
Редактор В. БугренковаТехред И. ВересКорректор Т. .Малец
Заказ 6934/12Тираж 894Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, г. Ужгород, ул. Гагарина, 101
ж-ж
0U9.7
Фие.9 F Ж
-И
kb
Фцг.П
-S фиг.Id
фце. 75
Фие. 16
