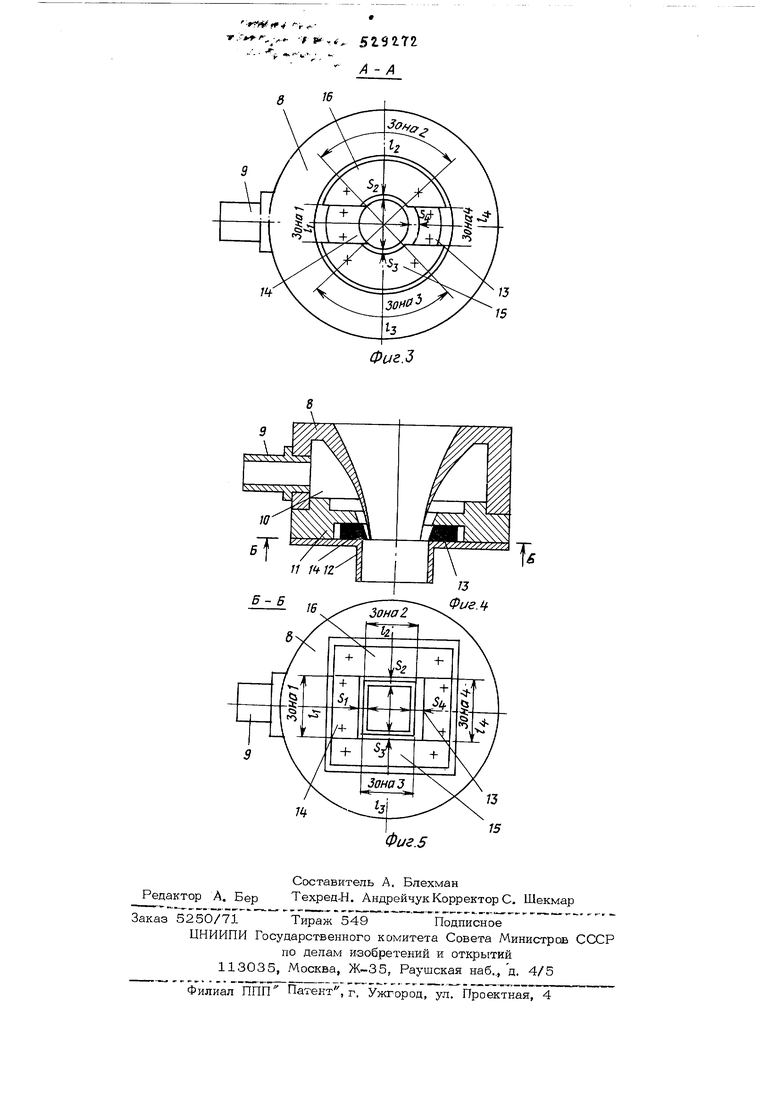
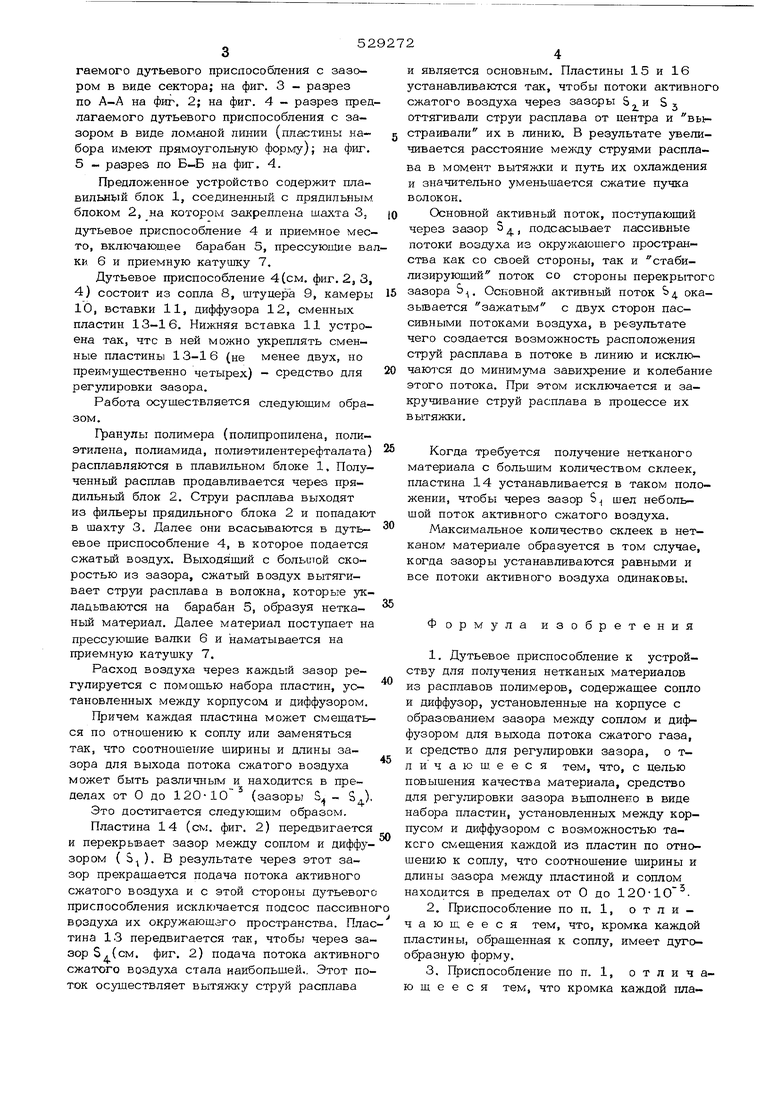
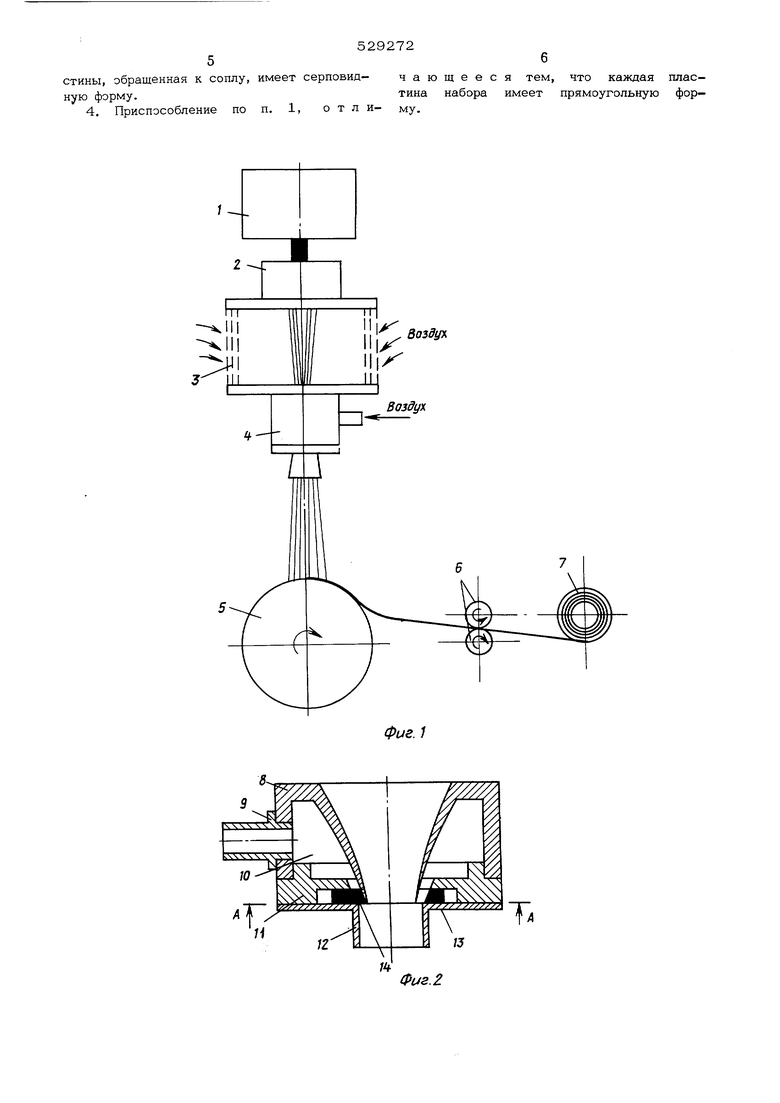
гаемого дутьевого приспособления с зазором в виде сектора; на фиг. 3 - разрез по А-А на фиг. 2; на фиг. 4 - разрез пред лагаемого дутьевого приспособления с зазором в виде ломаной пинии (пластины набора имеют прямоугольную форму); на фиг, 5 - разрез по Б-Б на фиг, 4. Предложенное устройство содержит плавипьнь1й блок 1, соединенный с прядильным блоком 2, на котором закреплена шахта 3, дутьевое приспособление 4 и приемное место, включаюш.ее барабан 5, прессующие ва ки 6 и приемную катушку 7. Дутьевое приспособление 4(см, фиг, 2, 3, 4) состоит из сопла 8, штуцера 9, камеры 10, вставки 11, диффузора 12, сменных пластин 13-16, Нижняя вставка 11 устроена так, чтс в ней можно укреплять сменные пластины 13-1 6 (не менее двух, но преимущественно четырех) - средство для регулировки зазора. Работа осуществляется следующим образом. Гранулы полимера (полипропилена, полиэтилена, полиамида, полиэтилентерефталата) расплавляются в плавильном блоке 1, Полученный расплав продавливается через прядильный блок 2. Струи расплава выходят из фильеры прядильного блока 2 и попадают в шахту 3, Далее они всасываются в дутьевое приспособление 4, в которое подается сжатьй воздух. Выходящий с большой скоростью из зазора, сжатый воздух вытягивает струи расплава в волокна, которые укладываются на барабан 5, образуя нетканый материал. Далее материал поступает на прессующие валки 6 и наматывается на приемную катушку 7. Расход воздуха через каждый зазор регулируется с помощью набора пластин, установленных между корпусом и диффузором. Причем каждая пластина может смещать ся по отношению к соплу или заменяться так, что соотношение ширины и длины зазора для выхода потока сжатого воздуха может быть различным и находится в пределах от О до 120-10 (зазоры S Это достигается следующим образом. Пластина 14 (см. фиг. 2) передвигается и перекрьвает зазор между соплом и диффузором ( S ). В результате через этот зазор прекращается подача потока активного сжатого воздуха и с этой стороны дутьевог приспособления исключается подсос пассивн воздуха их окружающего пространства. Пла тина 13 передвигается так, чтобы через за зор S,(см. фиг. 2) подача потока активног сжатого воздуха стала наибопьшей,, Этот по ток осуществляет вытяжку струй расплава и является основным. Пластины 15 и 16 устанавливаются так, чтобы потоки активного сжатого воздуха через зазоры и Sj оттягивали струи расплава от центра и выстраивали их в линию. В результате увеличивается расстояние меящу струями расплава в момент вытяжки и путь их охлаждения и значительно уменьшается сжатие пучка волокон. Основной активный поток, поступающий через зазор 5 , подсасывает пассивные потоки воздуха из окружающего пространства как со своей стороны, так и стабилизирующий поток со стороны перекрытого зазора Ь. Основной активньш поток Ьд оказывается зажатым с двух сторон пассивными потоками воздуха, в результате чего создается возможность расположения струй расплава в потоке в линию и исключаются до минимума завихрение и колебание этого потока. При этом исключается и закручивание струй расплава в процессе их вытяжки. Когда требуется получение нетканого материала с большим количеством склеек, пластина 14 устанавливается в таком положении, чтобы через зазор S щел небольшой поток активного сжатого воздуха. Максимальное количество склеек в нетканом материале образуется в том случае, когда зазоры устанавливаются равными и все потоки активного воздуха одинаковы. Формула изобретения 1.Дутьевое приспособление к устройству для получения нетканых материалов из расплавов полимеров, содержащее сопло и диффузор, установленные на корпусе с образованием зазора между соплом и диффузором для выхода потока сжатого газа, и средство для регулировки зазора, о тличающ. ееся тем, что, с целью повышения качества материала, средство для регулировки зазора вьшолнено в виде набора пластин, установленных между корпусом и диффузором с возможностью такого смещения каждой из пластин по отношению к соплу, что соотношение ширины и длины зазора меязду пластиной и соплом находится в пределах от О до 120-10. 2.Приспособление по п. 1, отличающееся тем, что, кромка каждой пластины, обращенная к соплу, имеет дугообразную форму. 3.Приспособление по п. 1, отличающееся тем, что кромка каждой пла5стины, обращенная к соплу, ную форму. 4. Приспособление по имеет серповид- чающееся тем, что каждая пласп. 1, о т л и- му. 529272 б тина набора имеет прямоугольную фор-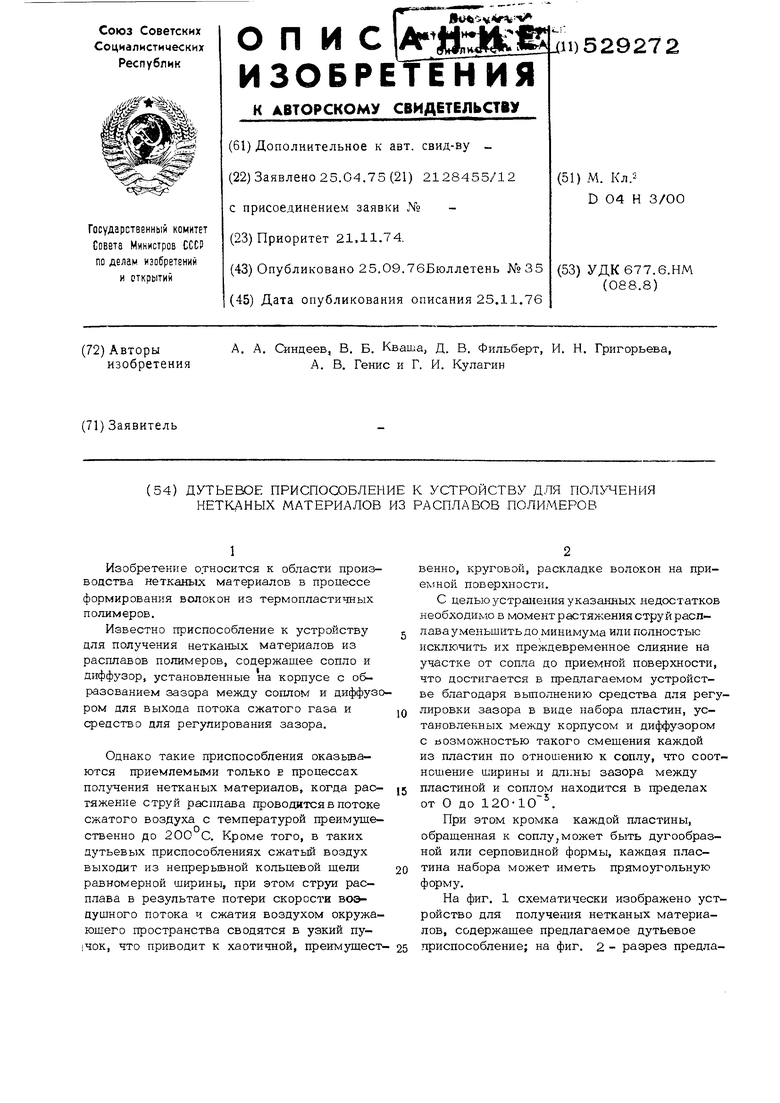
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для получения нетканых материалов из расплава полимера | 1973 |
|
SU470189A1 |
| УСТРОЙСТВО для ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРА | 1973 |
|
SU364704A1 |
| Установка для получения многослойного нетканого материала из расплава полимеров | 1975 |
|
SU562597A1 |
| Установка для получения сорбционно-фильтрующих материалов из растворов полимеров методом аэродинамического формования с повышенной сорбционной активностью | 2023 |
|
RU2810291C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРА | 1972 |
|
SU342978A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО ФИЛЬТРОВАЛЬНОГО МАТЕРИАЛА ИЗ РАСПЛАВА ПОЛИМЕРА | 1991 |
|
RU2041994C1 |
| Установка для получения нетканого материала из волокон термопластичных веществ | 1979 |
|
SU854899A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОЙ СЕТКИ ИЗ РАСПЛАВА ПОЛИМЕРА | 1991 |
|
RU2010897C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕТКАНОГО МАТЕРИАЛА | 1971 |
|
SU299582A1 |
| Устройство для изготовления волокна из минерального расплава | 1980 |
|
SU893909A1 |