Предлагаемое приспособление для строгания криволинейного паза в плунжере топливного насоса типа Бош использует уже известный при выполнении подобных работ способ применения копировальной втулки, которая устанавливается на одной оси с обрабатываемой деталью, осуществляет подачу изделия после каждого прохода резца при обратном повороте копировальной втулки посредством сидящей на ней рукоятки и щестерен, которые поворачивают винт, несущий гайку с обоймой; последняя своим выступом передвигает копировальную втулку вместе с обрабатываемой деталью.
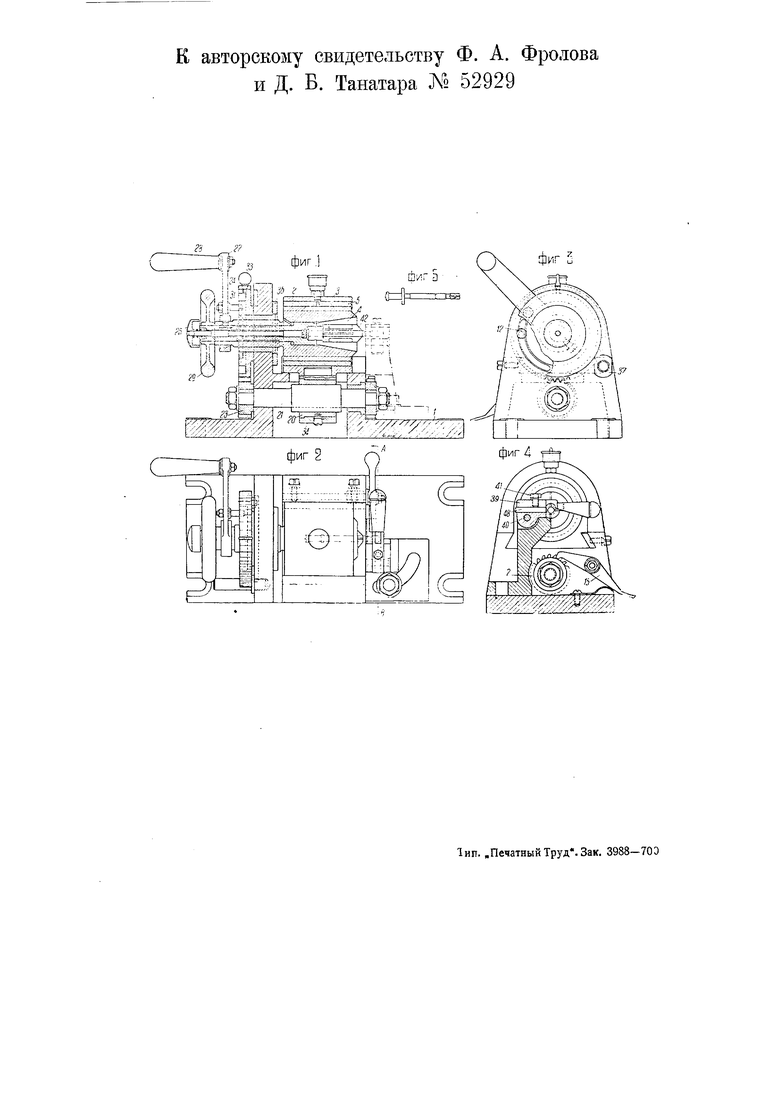
На чертеже-фиг. 1 изображает общий вид, в разрезе, приспособления для строгания кроволинейного паза в плунжере топливного насоса типа Бош; фиг. 2-вид сверху; фиг. 3-боковой вид; фиг. 4-сечение по линии АБ фиг. 2; фиг. 5-обрабатываемую деталь.
В прямолинейных направляющих корпуса 7 установлена матка 3, в нее вмонтирована копировальная втулка 2, движущаяся, во время рабочего хода, по спирали втулки 5, щаг которой соответствует щагу и спиралина обрабатываемом плунжере.
Рукоятка 28 копировальной втулкиснабжена пальцем 57, который взаимодействует с переставным упором f2, находящимся на щестерне 24, сцепленной с щестерней 23, сидящей на винту 27. Последний служит для подачи изделия и копировальной втулки при помощи обоймы 34, укрепленной на гайке 20. На конце винта насажен храповик 7, определяющий величину подачи. Резец 48 устанавливается неподвижно в резцедержателе 39 и закрепляется винтом 4J. Для возможности установки изделия резцедержатель поворачивается на оси 40.
При откинутом на 180° резцедержателе заготовка, обточенная, с отфрезерованными щеками и пазом, заложенная в разрезную гильзу 42, вдвигается в цангу 4 по установочной риске на конце цанги и затягивается маховичком 29. Резцедержатель с резцом ставится в рабочее положение (фиг. 4) и поворотом рукоятки 28 рычага 27 до упора 37 выполняется рабочий ход. Криволинейный паз прострачивается в несколько проходов. Для следующего захода резца копировальная втулка вместе с изделием получает обратный ход рукояткой 28 до удара пальцем 31 по переставному упору /2, закрепленному в пазу шестерни 24. От толчка по упору через сцепленные шестерни и винт 21 подачи копировальная втулка и изделие перемещаются относительно резца на величину захода на следующую струн ку. Величина подачи регулируется при помощи храпо1шка 7 и собачки /5. Предело.м окончания обработки служит упорное кольцо 56, до которого доходит копировальная втулка, когда канавка бздет выстрогана до требуемой ширины; высота упорного кольца устанавливается в процессе настройки станка. По окончании обработки с помощью маховичка цанга ослабляется, и ударом руки о наконечник 26 гильза с деталью выталкивается из цанги. Перевод копировальной втулки для обработки следующего плзяжера осуществляется нажимом пальца рабочего на педаль 33.
Предмет изобретения.
Приспособление для строгания криволинейного паза в плунжере топливного насоса типа Бош с применением копировальной втулки, установленной на одной оси с изделием и винтовой пары для сообщения изделию поступательного перемещения при подаче, отличающийся тем, что, с целью сообщения изделию нодачи после кансдого прохода при обратном повороте копировальной втулки, рукоятка последней снабжена пальцем 5/, взаимодействующим с переставным упором 12 на шестерне 24, находящейся в зацеплении с шестерней винта 21 нодачи, несущего гайку 20 с обоймой для копировальной втулки и изделия, а на конце-храповик 7, служащий для ограничения величины подачи.
к авторскому свидетельству Ф. А. Фролова
и Д. Б. Танатара Л 52929
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для доводки отверстия в направляющих иглах форсунок типа Бош | 1938 |
|
SU55777A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Полуавтоматический станок для нарезки метчиков | 1936 |
|
SU51469A1 |
| Переносной станок для обработки кольцевых кромок | 1978 |
|
SU753543A1 |
| Устройство для обработки кольцевых кромок | 1977 |
|
SU742039A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ НАСОСНЫХ ШТАНГ | 2000 |
|
RU2174897C2 |
| Устройство для резки труб | 1986 |
|
SU1411104A1 |
| Станок для изготовления металлических бесшовных шлангов с гофром, выполненным по винтовой линии | 1950 |
|
SU105793A1 |
| Прибор для чеканки | 1927 |
|
SU31857A1 |
р г vFgl.j
