Для притирки деталей применяются станки, имеющие ряд расположенных по окружности вертикальных шпинделей, получающих от центрального вала вращение, а от укрепленного на нем диска осевые возвратнопоступательные перемещения.
Предлагаемый станок относится к типу подобных станков и предназначается для специальной цели - доводки отверстий в направляющих иглах форсунок типа Бош.
От существующих станков этого типа предлагаемый станок, в котором применен ряд расположенных по окружности щпинделей и центральный вал с приводными колесами для их вращения и кулачным диском для сообщения им осевых возвратных движений, отличается тем, что для передачи вращения от центрального вала притирам служат промежуточные фрикционные колеса, установленные на поворотном вокруг вала кольце.
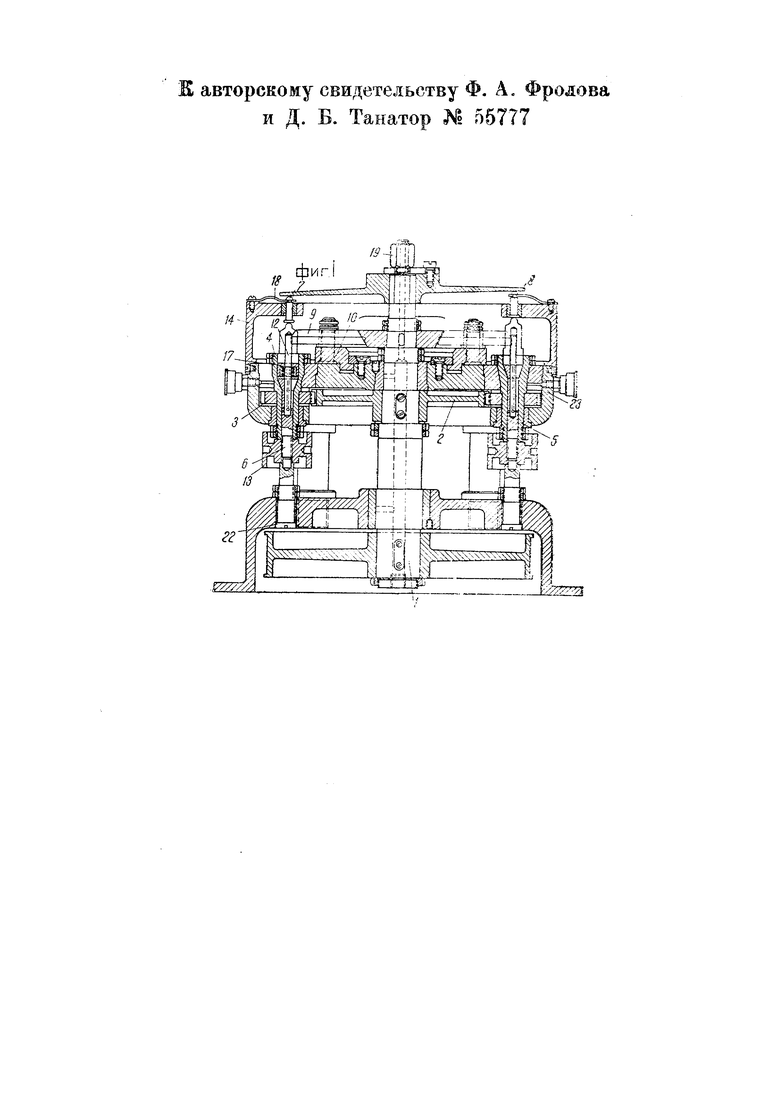
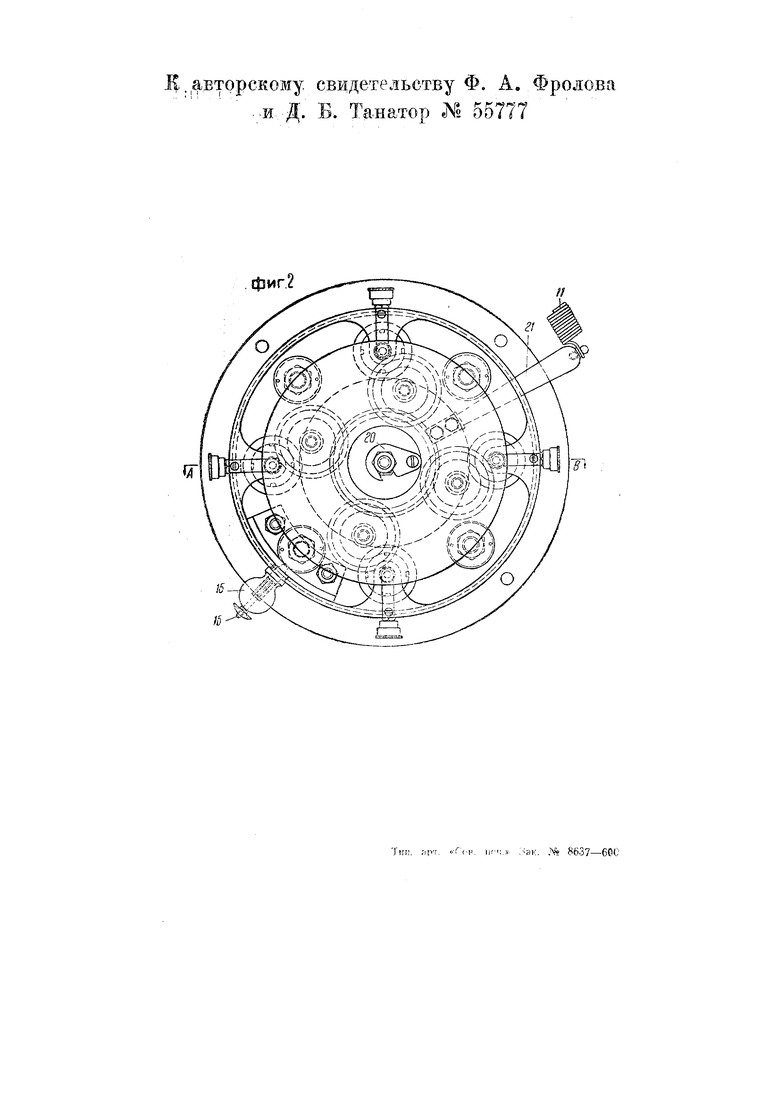
На прилагаемом чертеже представлено устройство такого станка, причем фиг. 1 изображает его вертикальный разрез по линии АВ фиг. 2; фиг. 2 - вид станка в плане.
Шпиндель / через пару цилиндрических зубчатых колес 2 и 5 (можно фрикционно) сообщает вращение рабочим щпинделям 4, 5, в которых смонтированы цанги 6, держащие полировники.
Направляющая игла форсунки с пастой насаживается центральным отверстием на полировник и вращается в одну сторону, а сама направляющая роликом, фрикционно, от центрального щпинделя 1 вращается в другую сторону. Скорости подобраны так, что общая скорость полирования при п об/мин центрального щпинделя равна 6 м в секунду. Для получения цилиндрического сполированного отверстия направляющей, кроме вращательного, сообщаете:: еще и поступательное осевое движение толкачом 7 от „косого диска 8, насаженного на центральный шпиндель 1.
Четыре ролика 9 с резиновыми бандажами смонтированы на общем кольце 10. Фрикционное сцепление ролика с изделием осуществляется действием пружины 11 на кольцо 10.
Работа производится следующим образом. Притир (полировник) 12
вставляется в цангу 6 и затягивается ; маховичком 13. На полировник на- I кладывается паста и надевается на- ; правляющая игла форсунки, в которой надлежит довести отверстие под i иглу.
Закладка изделия производится при : сдвинутом вокруг оси станка наЗО-40° держателе J4, в котором установлены | черыре толкача 7;косой диск 8 тоже должен быть снят.
После установки четырех изделий на полировники держатель за ручку 15 ставится в рабочее положение, ; требующее совпадения осей полировника и толкача.
Это положение закрепляется фиксатором 16. Винтовая пружина 17 и | плоская пружина 18 при работе держат изделие и толкач сомкнутыми и прижатыми к диску 8. Последний, вращаясь, своей рабочей плоскостью, которая не перпендикулярна к оси центрального П1пинделя 1, сообщает толкачу и, следовательно, изделию поступательное двр{жение по напра- i влению оси полировника.|
По окончании доводки диск 8 снимается ослаблением гайки 19 и отодвиганием в сторону шайбы-крючка 20. Толкачи на держателе отводятся в сторону за ручку 15. Ролики 9 им кольце 10 за ручку 21 отводятся в сторону при снятой пружи- I не // с ручки.
После этого изделие снимается с шолировника. Смена иолировникц I
производится ослаблением цанги 6 маховичком 13. Последний при отвинчивании, упираясь 8 винт 22, толкает цангу 6 из корпуса рабочего шпинделя 4 и освобождает полироаник.
На чертеже прижатие изделия к толкачу показано двумя средствами: 1) левая сторона разреза - пружинкой /7; 2) правая сторона разреза - прижатие направляющей к толкачу осуществляется вращением ролика с винтовой нарезкой на бандаже. Ролик, вращаясь, создает осевое давление вверх к толкачу.
На планшайбе 2t может быть установлено не четыре рабочих шпинделя, а больше, в зависимости от днаметра этой планшайбы.
Предмет изобретения.
Станок для доводки отверстия з направляющих иглах форсунок типа Бош, с применением ряда расположенных по окружности шпинделей и центрального вала с приводными колесами для вращения шпинделей и кулачным диском для сообщения им осевых возвратно-поступательных движений, отличающийся тем, что для передачи вращения от центрального вала 1 притирам 12 служат промежуточные фрикционные колеса 9, установленные на поворотном вокруг вала / кольце ЯЛ
авторскому свидетельству Ф. А. Фролова
и д. Б. Танатор s 55777
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для строгания криволинейного паза в плунжере топливного насоса типа Бош | 1937 |
|
SU52929A1 |
| Машина для разрезания отходов текстильного производства | 1940 |
|
SU70823A1 |
| Станок для притирки плоских поверхностей деталей | 1987 |
|
SU1530420A1 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
| Станок для изготовления фасонных изделий из дерева, кожи, фибры и т.п. | 1927 |
|
SU9264A1 |
| Приспособленке для расшлифовки и доводки цилиндрических поверхностей деталей, например, дизельной топливной аппаратуры | 1955 |
|
SU115754A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Станок для шлифования рабочих кромок шаблонов | 1933 |
|
SU36209A1 |
| Полировальный станок | 1931 |
|
SU33422A1 |
| Устройство для доводки закрытых внутренних сферических поверхностей | 1982 |
|
SU1049236A1 |
н
,s
авторскому свидетельству Ф. А. Фролова
.;и Д. Б. Танатор № 55777
фиг2
//
