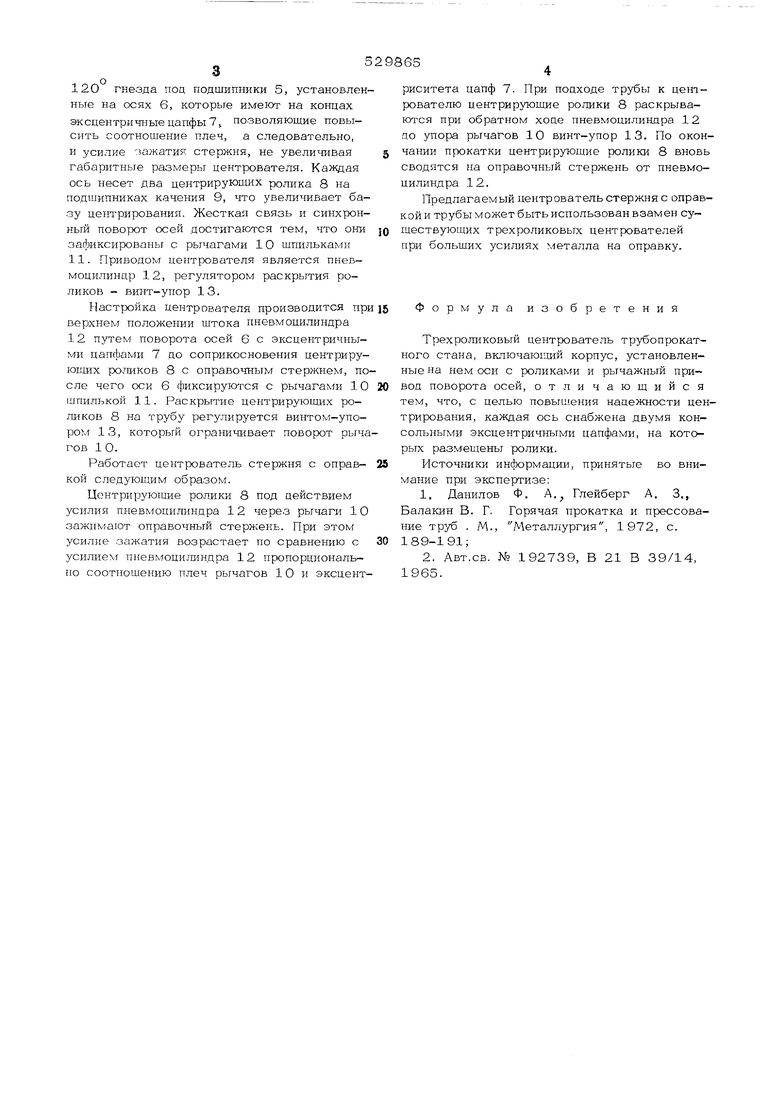
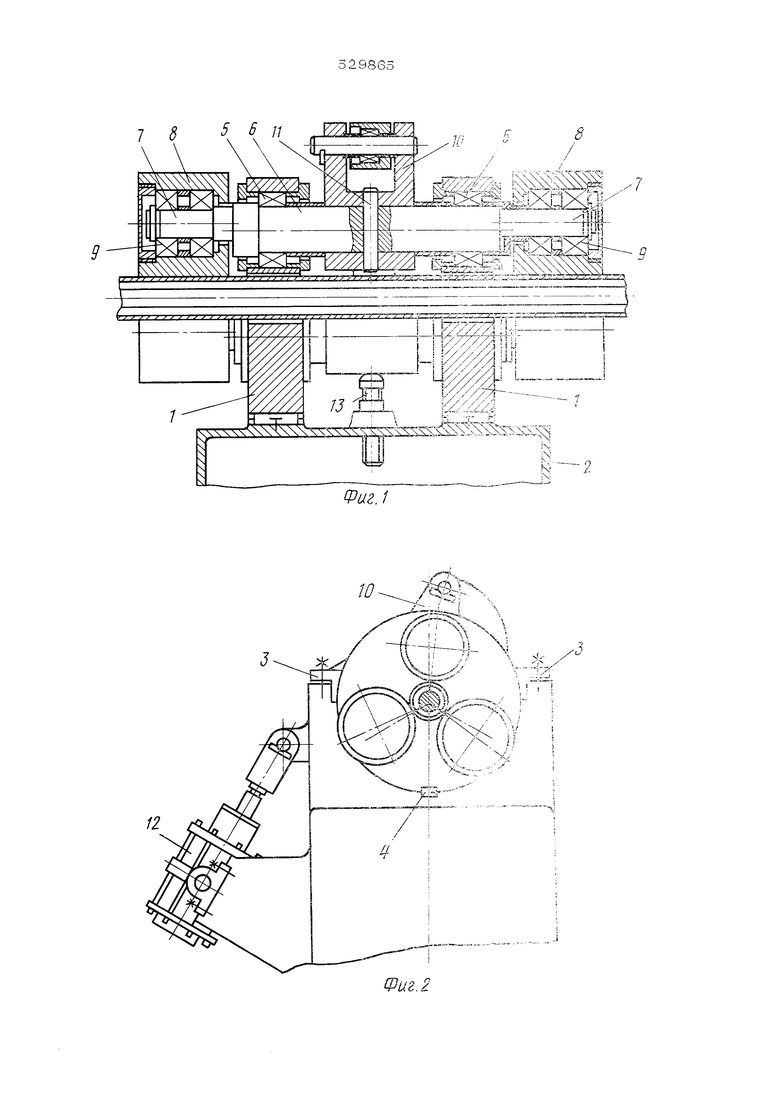
120 гнезда под подшипники 5, установленные на осях 6, которые имеют на концах эксцентричныецанфы позволяющие повысить соотношение плеч, а следовательно, н усилие зажатия стержня, не увеличивая габаритные разк4еры центрователя. Каждая ось несет два центрирующих ролика 8 на подшипниках качения 9, что увеличивает базу центрирования. Жесткая связь и синхронный поворот осей достигаются тем, что они зафиксированы с рычагами 10 шпильками 11. Приводом центрователя является пнев- моцилиндр 12, регулятором раскрытия роликов - винт-упор 13.
Настройка центрователя производится при верхнем положении штока пневмоцилиндра 12 путем поворота осей 6 с эксцентричными цапфами 7 до соприкосновения центрирующих роликов 8 с справочным стержнем, после чего оси 6 фиксируются с рычагами 10 шпилькой 11, Раскрытие центрирующих роликов 8 на трубу регулируется винтом-упором 13, который ограничивает поворот рычагов 1 О.
Работает центрователь стержня с оправкой следующим образом.
Центрирующие ролики 8 под действием усилия пневмоцилиндра 12 через рычаги 10 зажимают справочный стержень. При этом усилие зажатия возрастает по сравнению с усилием пневмоцилиндра 12 пропорционально соотношению плеч рычагов 10 и эксцентриситета цапф 7. При подходе трубы к цен1рователю центрирующие ролики 8 раскрываются при обратном ходе пневмоцилиндра 12 до упора рычагов 10 винт-упор 13. По окончании прокатки центрирующие ролики 8 вновь сводятся на справочный стержень от пневмоцилиндра 12.
Предлагаемый центрователь стержня с оправкой и трубы может быть иснользован взамен существуюших трех роликовых центрователей при больших усилиях металла на оправку.
Формула изобретения
Трехроликовый центрователь трубопрокатного стана, включающий корпус, установленные на нем оси с роликами и рычажный привод поворота осей, от л и чающийся тем, что, с целью повышения надежности центрирования, каждая ось снабжена двумя консольными эксцентричными цапфами, на которых размещены ролики.
Источники информации, принятые во внимание при экспертизе:
1.Данилов Ф. А., Глейберг А. 3., Балакин В. Г. Горячая прокатка и прессование труб . М., Металлургия, 1972, с. 189-191;
2.Авт.св. № 192739, В 21 В 39/14, 1965. 18 5 6 л
(.г. 1 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТЕРЖНЯ С ОПРАВКОЙ НА ТРУБОПРОКАТНОМ СТАНЕ | 2014 |
|
RU2559073C1 |
| Трехроликовый центрователь трубопрокатногоСТАНА | 1979 |
|
SU806178A1 |
| ЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО ПРОКАТНОГО СТЕРЖНЯ ТРУБОПРОКАТНОГО СТАНА | 2007 |
|
RU2352413C1 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Центрователь трубопрокатного стана | 1976 |
|
SU551061A1 |
| Вспомогательное устройство к трубопрокатному стану | 1975 |
|
SU544481A1 |
| ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 2017 |
|
RU2660462C1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |

J
12
X
72
Ч У
8
7 2
И
-Ь
