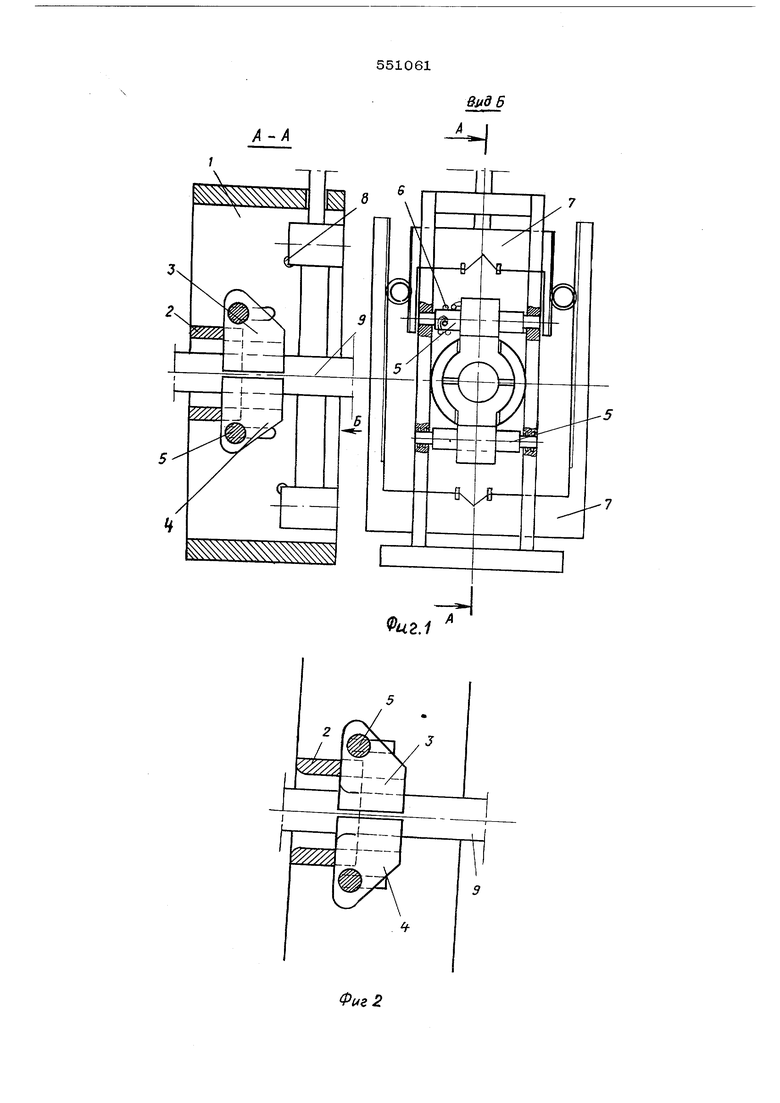
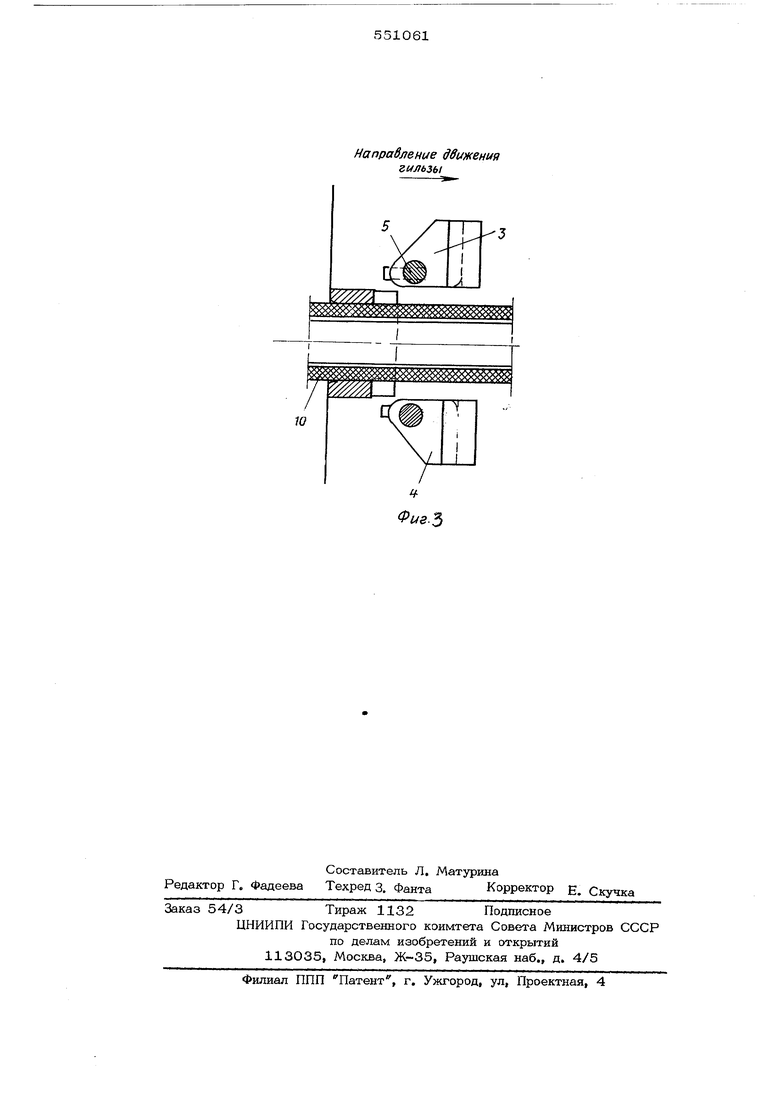
Изобретение относится к вспомогательному оборудованию стана поперечно-винтовой прокатки труб с осевой Быдачей. Известно устройство для центрирования стержня оправки Е гильз при прокатке, которое представляет собой конструкцию из трехчетырех холостых роликов, установленных на подшипниках качения. Закрытие и открытие роликов происходит при помощи системы рычагов от пневмоцилиндров l. Недостатком этой конструкции является сложность регулировки роликов. Известен центрователь трубопрокатного стана, имеющий проводку для центрирования гильзы и ряд откидываемых гильзой поворотных, неуравновешенных центрир}ющих стержень рычагов, оси поворота которых расположены в плоскости, перпендикулярной к оси прокатки 2}. Однако рычаги, открываемые гильзой, касаются ее наружной поверхности и при вращении гильзы оставляют на ней глубокие рис ки, которые в дальнейшем выявляются в виде плен. Особенно это сказывается на труба из алюминиевых и титановых сплавов. Кроме того, такая конструкция центрователя не обеспечивает достаточной жесткости и надежности центрирования стержня, так как при вибрации стержня в процессе прошивки возможно самопроизвольное откидывание рычагов центрователя и смещение стержня с оси стана. Целью изобретения является повышение надежности удержания оправочного стержня на оси стана и его центрирования. Это достигается тем, что, центрователь трубопрокатного стана, содержащий станину, размешенную на ней проводку для гильзы и ряд последовательно расположенных поворотных на оси от контакта с гидьзой элементов, центрирующих оправочный стержень, снабжен зажимными губками, встречно перемешаемыми в плоскости, перпендикулярной к оиравочному стержню, и воздействующими при своем движении на поворотные элементы, а в станине выполнены продольные пазы, в которых подвижно размещены оси поворотных элементов. На фиг. 1 показан описываемый центрователь, продольный разрез А-А и вид по стрелке. Б; на Фиг. 2 - то же, исходное положение; на фиг. 3 - то же, в момент пропуска гильзы. Устройство содержит установленные на станине 1 жесткую проводку 2 для центрирования гильзы,в которую заходят поворотные элементы 3 и 4, центрирующие оправочный стержень и смонтированные на осях поворота 5. На оси поворота верхнего элемента находится пружина б, служащая для его поворота. Для перехвата оправочного стержня служат подвижные губки 7, совершающие встречное синхронное перемещение и взаимодействующие при своем движении роликами 8 с поворотными элементами. Устройство работает следующим образам. В исходном положении оправочный стержень 9 поддерживается и центрируется поворотными элементами 3 и 4, введенными в проводку 2. Подвижные губки 7 разведены. При прошивке передний конец гильзы 10 выдвигает поворотные элементы 3 и 4 из проводки 2. При этом оси 5 перемещаются параллельно оси прокатки в пазах, сделанных в боковых стенках станины 1. После выхода поворотных элементов 3 и 4 из проводки 2 они поворачиваются вокруг осей 5 под действием пружины 6 на угол, достаточный для свободного прохода гильзы (см. фиг. 3). После выхода заднего конца гильзы из центрователя подвижные губки 7 сводятся зажимают стержень 9 и удерживают его от осевого перемещения во время выдачи гильзы 1О с оси стана. В процессе сведения губки сначала поворачивают подвижные эле менты 3 и 4 вокруг осей 5, а затем, давя роликами 8 на наклонную плоскость подвижных элементов, задвигают их в исходное положение. Использование предлагаемого центрователя позволяет облегчить работу оператора прощивного стана, повысить надежность центрирования и удержания оправочного стержня на оси стана и тем самым улучшить качество внутренней и наружной поверхностей гильз, снизить разностенность и увеличить выход годного. Формула изо б р е т е н и я Центрователь трубопрокатного стана, содержащий станину, установленную на ней вдоль оси стана проводку для гильзы и ряд последовательно расположенных поворотных на оси от контакта с гильзой элементов, центрирующих оправочный стержень, отличающийся тем, что, с целью повышения надежности удержания стержня на оси стана, он снабжен зажимными губками, встречно перемещаемыми в плоскости, перпендикулярной к опсавочному стержню, и воздействующими при своем движении на поворотные элементы, а в станине вьгаолнены продольные пазы, в которых подвижно размещены оси поворотных элементов. Источники информации, принятые во внимание при экспертизе: 1.Данилов Ф. А., Глейберг А, 3., Балакин В. Г. Горячая прокатка и прессование труб, М., Металлургия, 1972, с. 197. 2.Авторское свидетельство СССР Jvfe384580, M.KJ. В 21 В 25/02, 1971 (прототип).
A-A
A
UZ.1
////Л
Направление движения гильзы
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2097156C1 |
| ЗАДНИЙ СТОЛ ТРУБОПРОКАТНОГО СТАНА | 1998 |
|
RU2148446C1 |
| Устройство для установки оправки в стане | 1977 |
|
SU662172A1 |
| Вспомогательное устройство к трубопрокатному стану | 1975 |
|
SU544481A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Устройство для установки оправки трубопрокатного стана | 1980 |
|
SU884752A1 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ СТЕРЖНЯ С ОПРАВКОЙ НА ТРУБОПРОКАТНОМ СТАНЕ | 2014 |
|
RU2559073C1 |