(54) СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ОБМОТКИ
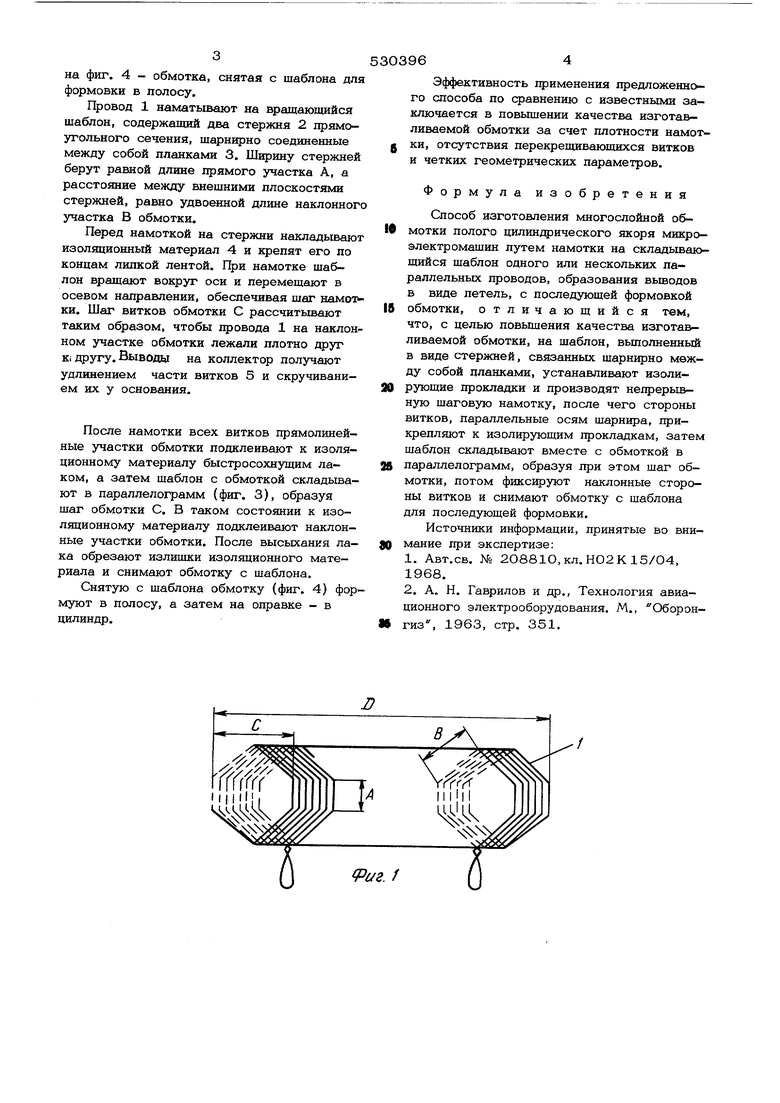
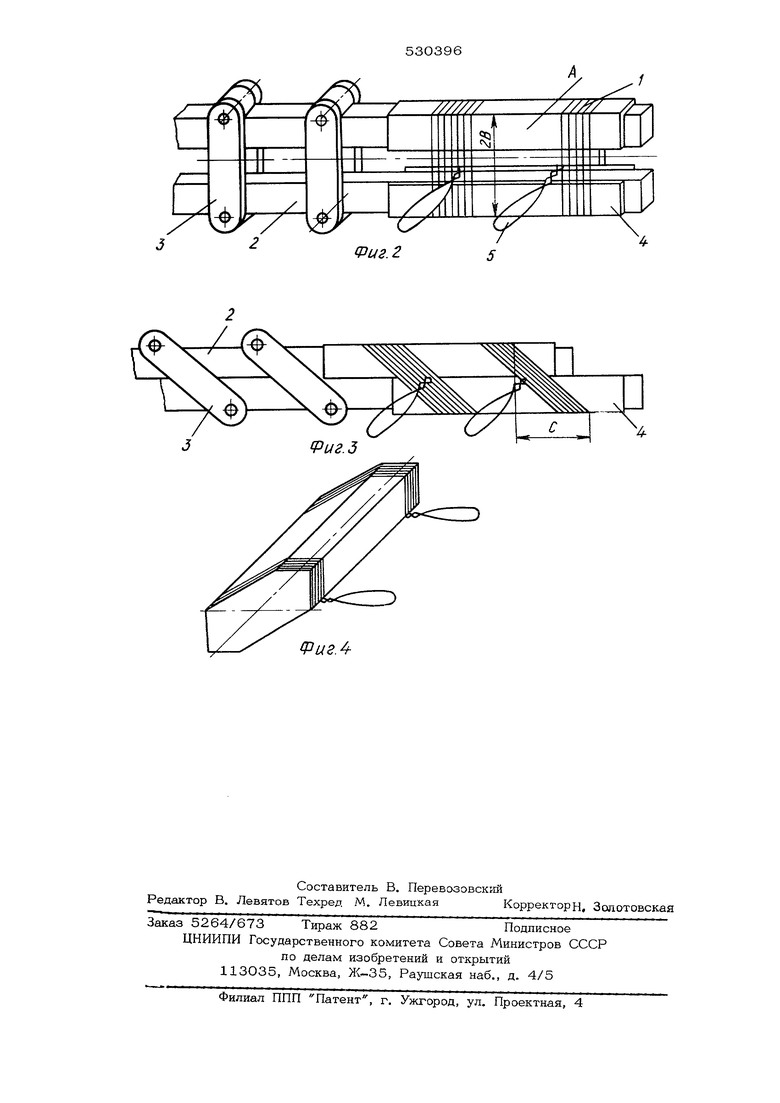
ПОЛОГО ЦИЛИНДРИЧЕСКОГО ЯКОРЯ МИКРОЭЛЕКТРОМАШИН на фиг. 4 - обмотка, снятая с шаблона для формовки в полосу. Провод 1 наматывают на вращающийся шаблон, содержащий два стержня 2 прямоугольного сечения, шарнирно соединенные между собой планками 3. Ширину стержней берут равной длине прямого участка А, а расстояние между внешними плоскостями стержней, равно удвоенной длине наклонног участка В обмотки. Перед намоткой на стержни накладываю изоляционный материал 4 и крепят его по концам липкой лентой. При намотке шаблон вращают вокруг оси и перемещают в осевом направлении, обеспечивая шаг намор ки. Шаг витков обмотки С рассчитьшают таким образом, чтобы провода 1 на наклон ном участке обмотки лежали плотно друг Ki другу. Выводы на коллектор получают удлинением части витков 5 и скручиванием их у основания. После намотки всех витков прямолинейные участки обмотки подклеивают к изоляционному материалу быстросохнущим лаком, а затем шаблон с обмоткой складывают в параллелограмм (фиг. 3), образуя щаг обмотки С. В таком состоянии к изоляционному материалу подклеивают наклонные участки обмотки. После высыхания лака обрезают излишки изоляционного материала и снимают обмотку с шаблона. Снятую с шаблона обмотку (фиг. 4) фор муют в полосу, а затем на оправке - в цилиндр. 964 Эффективность применения предложенного способа по сравнению с известными заключается в повьпиении качества изготавливаемой обмотки за счет плотности намотки, отсутствия перекрещивающихся витков и четких геометрических параметров. Формула изобретения Способ изготовления многослойной об- мотки полого цилиндрического якоря микроэлектромашин путем намотки на складьшающийся шаблон одного или нескольких параллельных проводов, образования вьшодов в виде петель, с последующей формовкой обмотки, отличающийся тем, что, с целью повышения качества изготавливаемой обмотки, на шаблон, вьшолненный в виде стержней, связанных шарнирно между собой планками, устанавливают изолирующие прокладки и производят непрерывную шаговую намотку, после чего стороны витков, параллельные осям шарнира, прикрепляют к изолирующим прокладкам, затем шаблон складывают вместе с обмоткой в параллелограмм, образуя при этом шаг обмотки, потом фиксируют наклонные стороны витков и снимают обмотку с шаблона для последующей формовки. Источники информации, принятые во внимание при экспертизе: 1.Авт.св. № 2О881О,кл. НО2К15/04. 1968. 2.А. Н. Гаврилов и др., Технология авиационного электрооборудования. М., Оборон- гиз, 1963, стр. 351.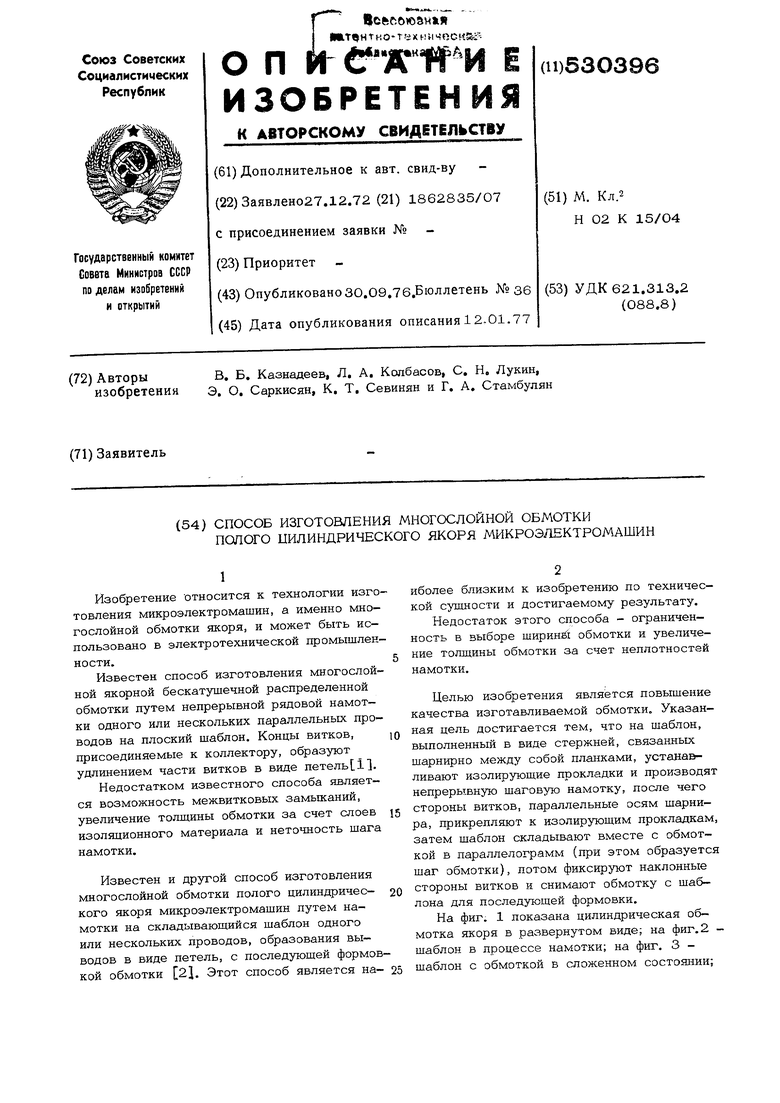
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| Способ изготовления обмотки беспазового якоря машины постоянного тока | 1981 |
|
SU993396A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ЯКОРНОЙ БЕСКАТУШЕЧНОИ РАСПРЕДЕЛЕННОЙ ОБМОТКИ | 1968 |
|
SU208810A1 |
| Способ изготовления обмотки полого цилиндрического якоря | 1979 |
|
SU783912A1 |
| Способ изготовления статора электрической машины | 1989 |
|
SU1775803A1 |
| Способ изготовления обмотки беспазового якоря | 1971 |
|
SU366812A1 |
| Способ изготовления многослойной обмотки беспазовых якорей электрических машин | 1978 |
|
SU905947A1 |
| Способ изготовления шаблонных обмоток электрических машин | 1981 |
|
SU1003257A1 |
| Способ нанесения вакуумно-многослойной теплоизоляции | 1989 |
|
SU1702076A1 |
| Устройство для изготовления обмотки беспазового якоря электрической машины | 1985 |
|
SU1304133A1 |
Фиг А
