Механизм работает следующим образом.
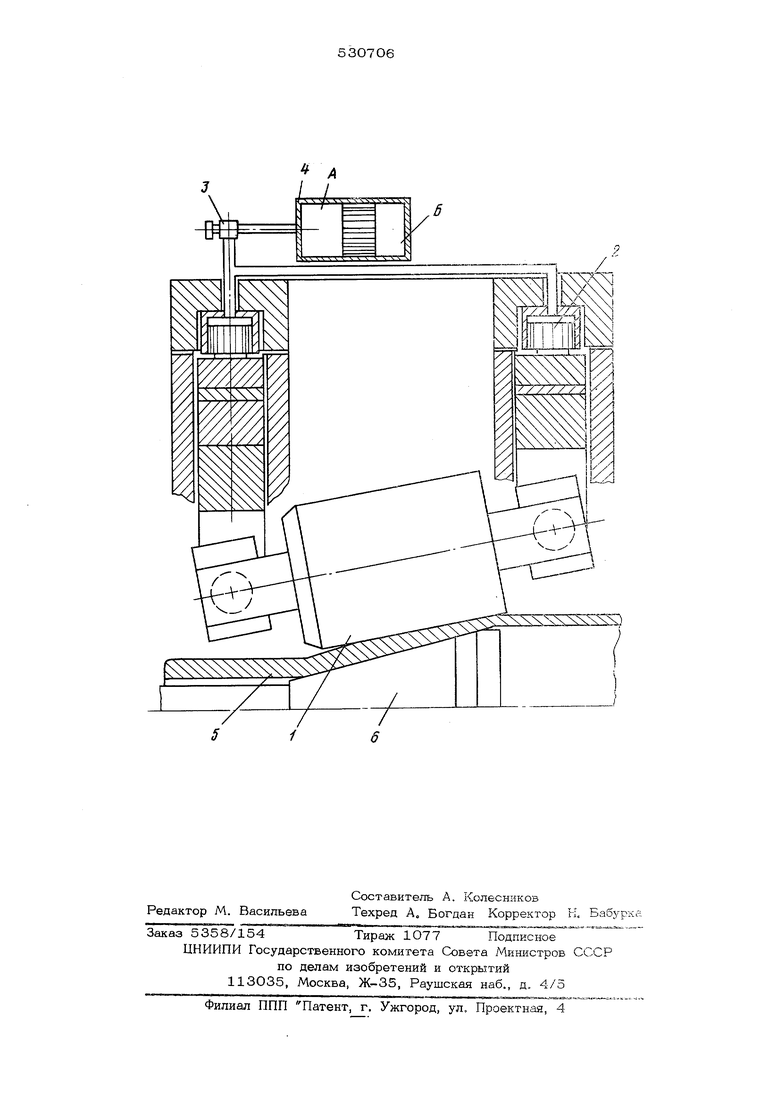
При подаче заготовки 5 на коническую оправку 6 начинается процесс расширения при заполнении очага деформации металлом. Заготовка воздействует на валки 1, смещач их в направлении перпендикулярном оси прокатки с небольшой скоростью. Истечение жидкости из гидроцилиндров 2 происходит также с небольшой скоростью и,вследствие малости гидравлического сопротивления в щели вентиля 3, валки свободно перемещаются перпендикулярно оси прокатки, а заготонка беспрепятственно задается на коническую оправку. Давление прокатки при этом поддерживается за счет давления газа в камере Б дополнительного воздухо- гидравлического цилиндра 4. После заполнения металлом очага деформации процесс прокатки стабилизируется.
На этой стадии процесса смешение рабочих 1 вызывает поперечная разностенность исходной заготовки, которая проявляется за один оборот заготовки или клети. Расстояние между осью прокатки и осью рабочих валков изменяется с большой скоростью, вызывая большую скорость истечения жидкости из гидроцилиндров 2 и обусловливая большое гидравлическое сопротивление вентиля 3, Податливость валКОБ резко уменьшается, позволяя раскатать разностенность исходной заготовки. Величина податливости определяется вязкостью жидкости и размерами щели вентиля 3.
Предложенный механизм позволяет стабилизировать положение валков, режим деформации и обеспечивает раскатку поперечной разностенности исходной заготовки.
Формула изобретения
Механизм установки валков стана валкового расширения труб на конической оправке, содержащий установленные под опоры рабочих валков гидроцилиндры, о т л и чающийся тем, что, с целью стабилизации положения валков в процессе деформации, он снабжен дополнительным воздухогидравлическим цилиндром, гидравлическая полость которого через регулируемый вентиль подключена к гидроцилиндрам.
Ист.очники информации, принятые во внимание при экспертизе:
1.Патент Англии № 1209181 В 3 М (В 21 В 31/20) от 1.01.68 г.
2.Авторское свидетельство № 147986 кл. В 21 В 19/02 от 30 июня 1961 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки полых изделий | 1972 |
|
SU446326A1 |
| Способ изготовления бесшовных труб диаметром менее 120 мм винтовой прокаткой | 2017 |
|
RU2635207C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЕТАЛЕЙ БУРОВЫХ ЗАМКОВ | 2005 |
|
RU2299104C1 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| Способ винтовой прошивки заготовки | 2016 |
|
RU2638468C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| Способ поперечно-винтового элонгирования | 1981 |
|
SU997867A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |