(54) ВНУТРИШЛИФОВАЛЬНАЯ ГОЛОВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальная головка | 1974 |
|
SU549327A1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230651C1 |
| Устройство для подгонки дисковых пьезокерамических резонаторов | 1976 |
|
SU660197A1 |
| СПОСОБ КОМБИНИРОВАННОЙ КВАЗИПРЕРЫВИСТОЙ ЧИСТОВОЙ ОБРАБОТКИ | 1996 |
|
RU2120368C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| КОМБИНИРОВАННЫЙ ИГЛОАБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2237571C1 |
1
Изобретение относится к шлифованию внутренних поверхностей, в частности для обработки полостей в заготовках зеркал телескопов.
Известна внутришлифовальная головка
для обработки внутренних поверхностей, состоящая из электродвигателя, на валу которого закреплен шлифовальный круг 1
Такая головка не обеспечивает обработки внутре ших полостей, диаметр входного отверстия которых меньше размера полости.
Наиболееблизкой к изобретению по технической сущности и достигаемок у ре- зультату является внутришлифовальная головка, представляющая собой держатель, верхняя часть которого крепится к ползушке, сообщающей головке движение подачи. К нижней части держателя крепится пнев- матический привод, на шпинделе которого крепится шлифовальный круг сферической формы. Ось вращения инструмента расположена перпендикулярно к оси держателя 2.
Недостатком указанной головки при обработке внутренних расширяющихся полотей различной формы через минимально возможное входное отверстие для ввода инструмента является изменяющаяся скорость резания вдоль режущей поверхности инструмента, что ограничивает величину подачи и глубину резания.
Кроме того, расположение оси вращения инструмента перпендикулярно к оси держателя в сочетании с установкой на шпинделе только одного шлифовального круга приводит к увеличенному вертикальному рабочему ходу головки, который равен высоте внутренней полости минус диаметр шлифовального круга.
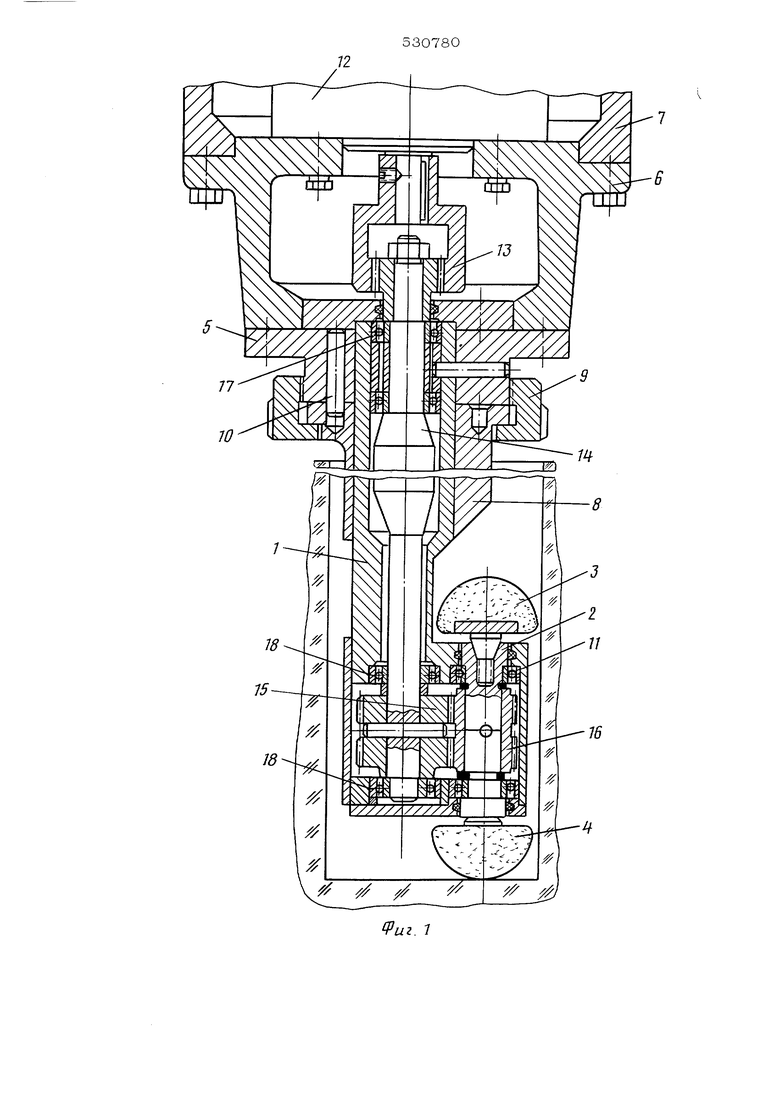
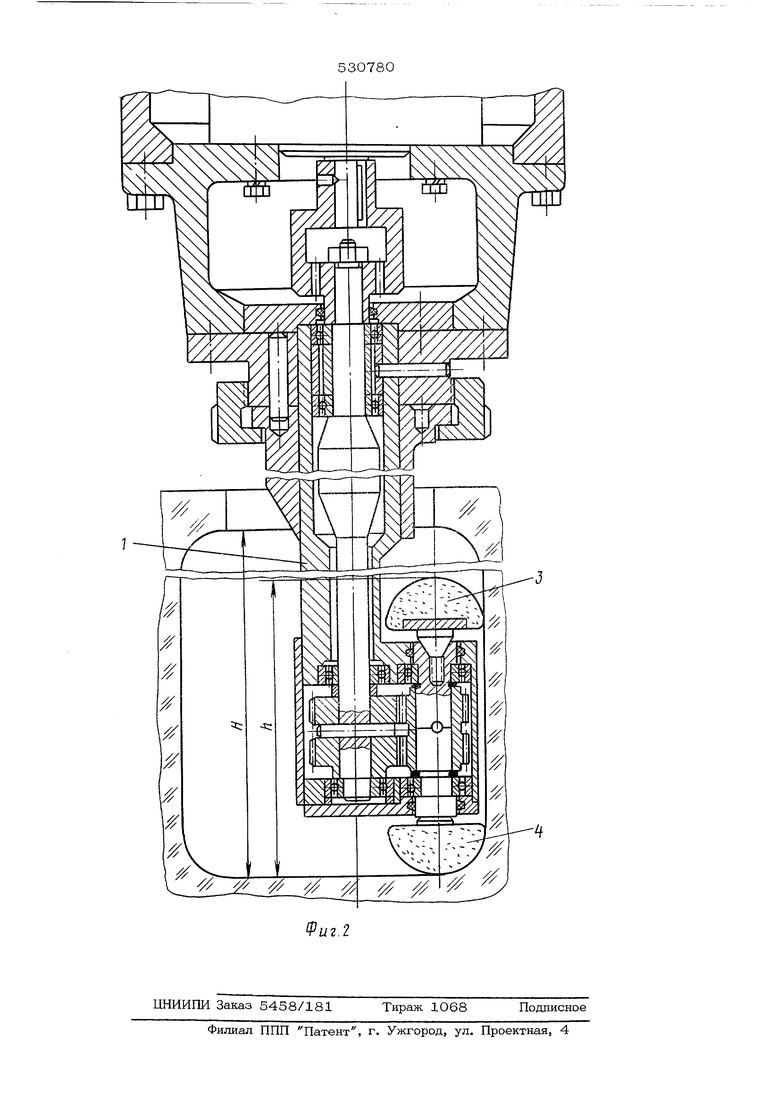
Цель изобретения - повышение производительности обработки внутренних расширяющихся полостей с минимальным возможным входным отверстием для ввода инструмента за счет улучшения условий резания шлифовального круга, уменьшения величины рабочего хода внутришлифовальной головки. ото достигается тем, что в предлагаемой головке ось шпинделя установлена параллельно оси дер., при этом инструмент смонтирован на обоих концах шпинделя. На фи1. 1 изображена предлагаемая внутришлифовальная головка в положении начала обработки полости; на фиг. 2 - тоже, в положении окончания обработки полости, Внутришлифввальная головка состоит из держателя 1, несущего приводной рабочий шпи1здель 2 с шлифовальными кругами 3 и 4. Держатель 1 неподвижно закреплен во фланце 5, который крепится к переходному фланцу 6, скрепленному с ползушкой 7, сообщающей головке установочную и рабочую подачи (вращательную и радиальную) На держателе 1 подвижно смонтирован поворотный стакан 8, обеспечивающий необходимую жесткость при обработке. Поворотный стакан 8 с помощью гайки 9 жестко скреплен с фланцем 5 и держателем 1, Поворотный стакан 8 имеет два фиксирован ных положения, соответствующих началу и концу обработки полости. Фиксация стакана 8 производится с помощью штифта 1О и гнезд Б самом стакане. Приводной шпиндель 2 установлен в кор пусе держателя 1 параллельно его оси на опорах качения 11. Шлифовальные круги 3 и 4 вьшолнены полусферическими с радиусом сферы, равны вдиусу обрабатываемой полости,, и установ лены на щпивделе с помощью резьбы и конусного пояска. Вращение шлифовальных кругов 3 и 4 осуществляется от электродвигателя 12 (фиг. 1) через зубчатую муфту 13, привод ной вал 14, зубчатую передачу 15, 16. Приводной вал 14 смонтирован в отверсти держателя 1 на опорах качения 17, 18. Такое выполнение режущей части голов ки позволяет удалять режущие элементы друг от друга на необходимое расстояние, в зависимости от глубины обрабатьтаемой полости, что сокращает величину вертикал ного хода головки в процессе обработки. В частном случае можно уменьшить величину хода головки вдвое при установке режущих элементов 3 и 4 на расстоянии друг от друга h - (на фиг. 2), чем достиг ется увеличение производительности, Внутрищлифовальная головка работает следующим образом. Для обработки полости облегчения зеркала телескопа предварительно производит ся высверливание входного отверстия-труб 04 чатым сверлом. Шлифовальная головка вводится в предварительно просверленное входное отверстие до контакта круга 4 (фиг. 1) с дном отверстия. Производится обработка расширения цилиндрической формы, Головке дается движение врезной подачи на глубину в радиальном направлении. После врезания обработка расширения может производиться двумя способами. Сообщаются одновременно рабочая подача вдоль оси обрабатываемой полости и круговая подача. Эти движения продолжаются до тех пор, пока второй круг 3 не дойдет до верхней части полости расширения, В этом положении круговая и осевая подачи отключаются, производится врезание, после чего включаются круговая и осевая подачи вниз до контакта нижнего круга 4 с дном полости. Описанный цикл повторяется до получения расширения заданных размеров. Рабочая вертикальная подача и круговая подача сообщаются головке последовательно. Сначала дается рабочая подача вдоль оси обрабатываемой полости расширения до момента, когда круг 3 дойдет до верхней части полости. Перемещение головки вдоль оси прекращается. Происходит круговая подача на необходимую величину, после чего головка снова получает осевое перемещение вниз до контакта круга 4 с дном полости расширения. Цикл повторяется до получения расширений заданных размеров. Для получения расширений других форм внутришлифовальной головке сообщаются соответствующие движения. Формула изобретения Внутришлифовальная головка, например, для обработки полостей в заготовках зеркал телескопов, включающая держатель приводного шпинделя с инструментом, отличающаяся тем, что, с целью повышения производительности обработки, ось шпинделя установлена параллельно оси держателя, при этом инструмент смонтирован на обоих концах шпинделя. Источники информации, принятые во внимание при экспертизе: 1,Авторское свидетельство №231330, кл, В 24 В 5/06, 1965 г. 2.Патент США № 3613222, кл, 29-527.1, 19,10,71 г.
