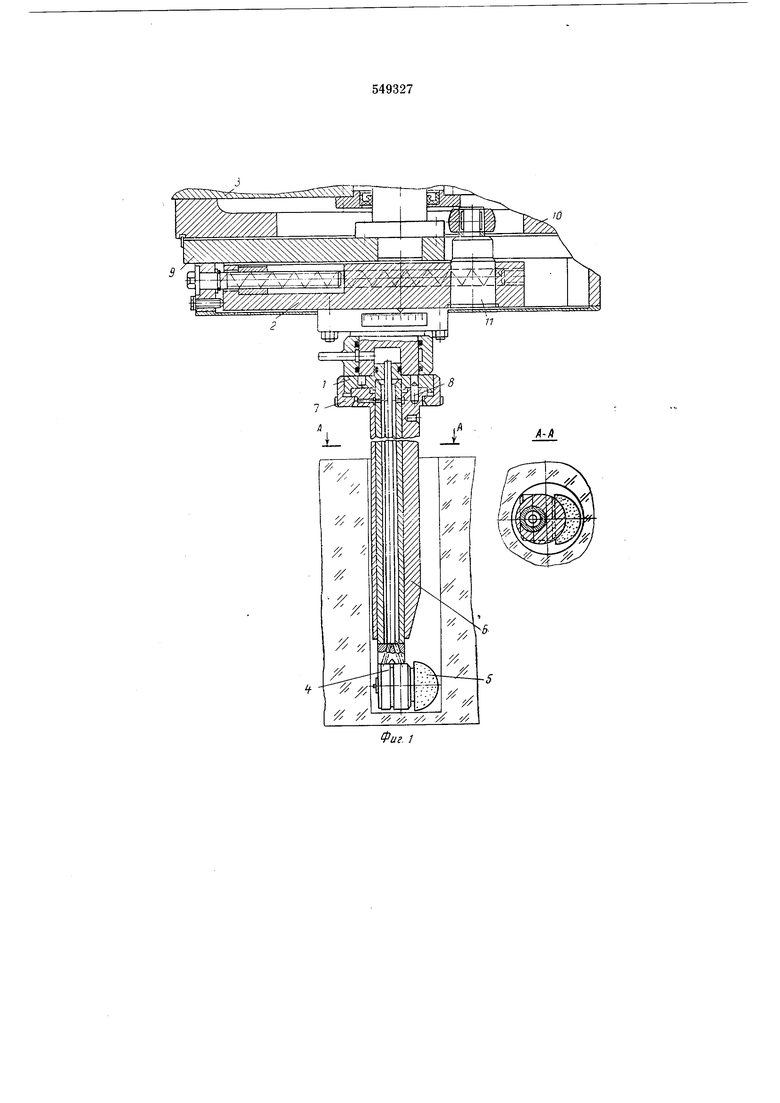
Изобретение относится к машиностроению и может быть применено для обработки расширяющихся внутренних полостей (ячеек), например, в облегченных заготовках зеркал телескопов. Известна головка, применяемая для окончательной обработки внутренних полостей ячеек облегчения в тыльной части зеркала телескопа различной конфигурации (например шестигранной, квадратной, треугольной и других) через предварительно обработанное входное отверстие 1. Известная шлифовальная головка содержит держатель инструмента, выполненный в виде полой трубы, с фланцем для крепления к ползушке плансуппорта на одном конце и с пневмоприводом для инструмента на противоположном конце. Недостатком шлифовальной головки является нежесткая конструкция державки, что отрицательно влияет на чистоту обработанной поверхности, точность получаемых размеров и формы и не позволяет получать больших соотношений между размерами внутренней полости ячейки и диаметром входного отверстия, а также ограничивается технологическая возможность обработки ячеек большой глубины. Цель изобретения - устранение указанного недостатка и повышение жесткости шлифовальной головки. Для этого предлагаемая головка снабжена гильзой с эксцентричным отверстием, в котором установлен держатель инструмента. При этом гильза смонтирована на фланце держателя инструмента с возможностью поворота. На фиг. 1 изображена предлагаемая шлифовальная головка и разрез А-А; на фиг. 2 - то же и разрез Б-Б; на фиг. 3 - то же и разрез В-В. Шлифовальная головка содержит держатель инструмента / (фиг. 1-3), выполненный в виде полой трубы. На одном конце держателя / расположен фланец для крепления его к ползушке плансуппорта 2 бабки 3, которая предназначена для сообщения шлифовальному кругу необходимых движений при обработке внутренней полости ячейки и для установочных перемещений шлифовальной головки. На противоположном конце держателя / закреплен пневмопривод 4 со шлифовальным кругом 5. Шлифовальная головка снабжена гильзой 6 с эксцентричным отверстием, в котором установлен держатель инструмента 1. Гильза 6 смонтирована на фланце держателя / с возможностью поворота. К фланцу держателя / гильза 6 крепится посредством гайки 7 и фиксируется на держателе с помощью пальца 8. Ползушка 2 установлена на каретке 9 бабки 3 и снабжена копиром 10 с нальцем }.
Шлифовальная головка работает следующим образом.
Шлифовальная головка вводится во входное отверстие ячейки. Ввод щлифовальной головки производится, когда гильза 6 находится в исходном положении, показанном иа фиг. 1.
Движением нолзунжи 2 вправо шлифовальный круг 5 подводится к внутренней цилиндрической поверхности ячейки. Этим движением производится врезание щлифовального круга на необходимую глубину резания. Затем шлифовальная головка совместно с бабкой 3 получает поступательное перемещение вниз вдоль оси ячейки с рабочей подачей на глубину ячейки. Шлифовальный круг при перемещении вниз будет обрабатывав) цилиндрическую поверхность полости ячейки на соотЁетствующую глубину пока щлифовальный круг не достигнет основания цилиндрической полости ячейки.
У основания полости происходит останов. Соверщается шаговое круговое движение каретки 9 и таким образом шлифовальный круг цодводят к следующей позиции резания. Затем дается неремещение каретки 9 вверх е рабочей подачей до тех пор, пока шлифовальный круг не достигнет верхнего оенования цилиндрической полости ячейки. Происходит останов, и далее совершается шаговое круговое движение каретки 9. Таким образом cfroBa шлифовальный круг подводится на следующую позицию резания. После этого дается неремещение бабки 3 (шлифовального круга) с рабочей подачей вниз. У нижнего основания нолости происходит останов. Дальше цикл будет продолжаться иа протяжении 360°.
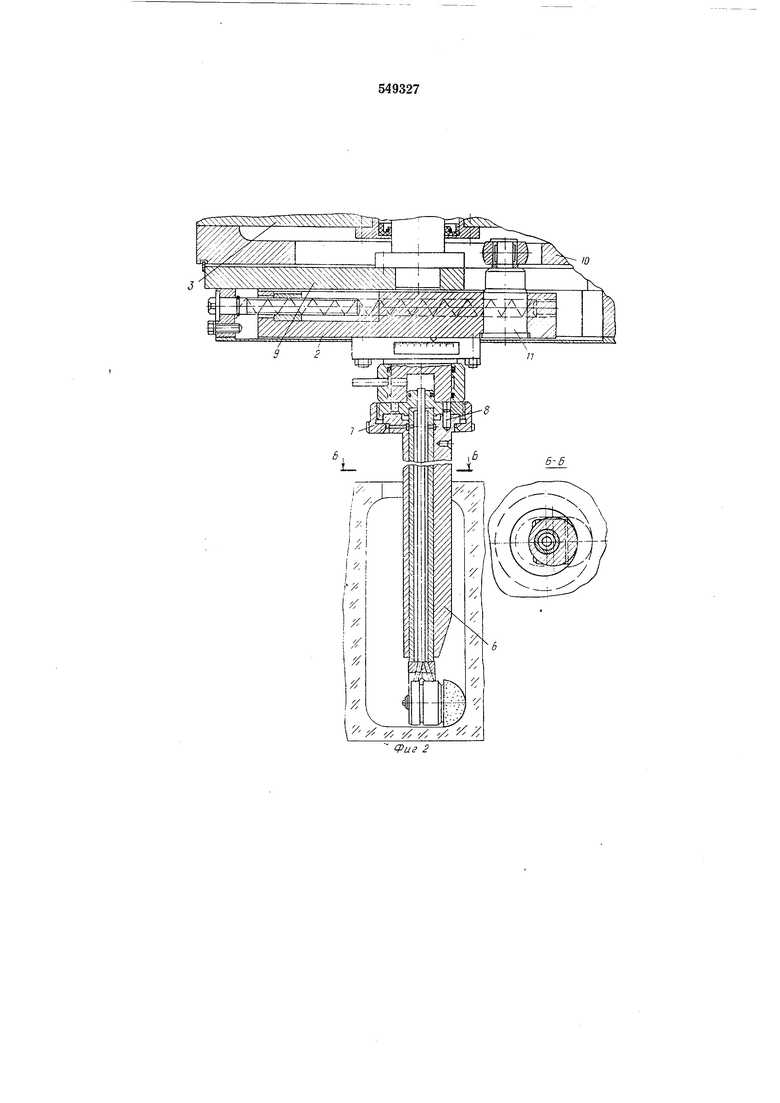
Если требуется дальнейшее расширение цилиндрической полости, то производят врезание на необходимую глубину путем радиального перемещения ползушки 2, и цикл обработки цилиндрической полости ячейки происходит аналогично описанному. Обработка цилиндрической полости осуществляется до тех пор, пока не получат цилиндрическую полость ячейки диаметром, равным диаметру внисанной окружности геометрической фигуры поперечного сечения ячейки. Для получения окончательной конфигурации ячейки необходимо гильзу 6 повернуть на 180° (фиг. 2), что дает возможность произвести дальнейшее расширение ячейки до необходимой конфигурации, т. е. произвести обработку ее полного профиля.
Для этого необходимо ослабить гайку 7, опустить гильзу 6 вниз, чтобы вывести палец 8 из отверстия, и развернуть гильзу 6 на 180°. Поднять гильзу 6 вверх, направив палец
8в соответствующее отверстие фланца держателя, и закрепить гильзу гайкой 7.
Далее каретка 9 получает от шпинделя бабки 3 круговое шаговое движение, а ползушка 2 с помощью копира 10 и пальца //- радиальное перемещение. Эти движения совершает совместно с ползушкой 2 и кареткой
9шлифовальная головка (шлифовальный круг). Таким образом, шлифовальный круг
подводится на позицию резания. После этого дается неремеихение бабки 3 с рабочей подачей вниз. У нижнего основания полости происходит останов. Соверщается шаговое круговое движение каретки 9 и радиальное перемещение ползушки 2, .благодаря чему шлифовальный круг подводится к следующей позиции резания. Затем дается перемещение каретки вверх с рабочей подачей до тех пор, пока щлифовальпый круг не достигнет верхнего основания цилиндрической полости ячейки. Происходит останов.
Дальнейший цикл будет продолжаться на протяжении 360°.
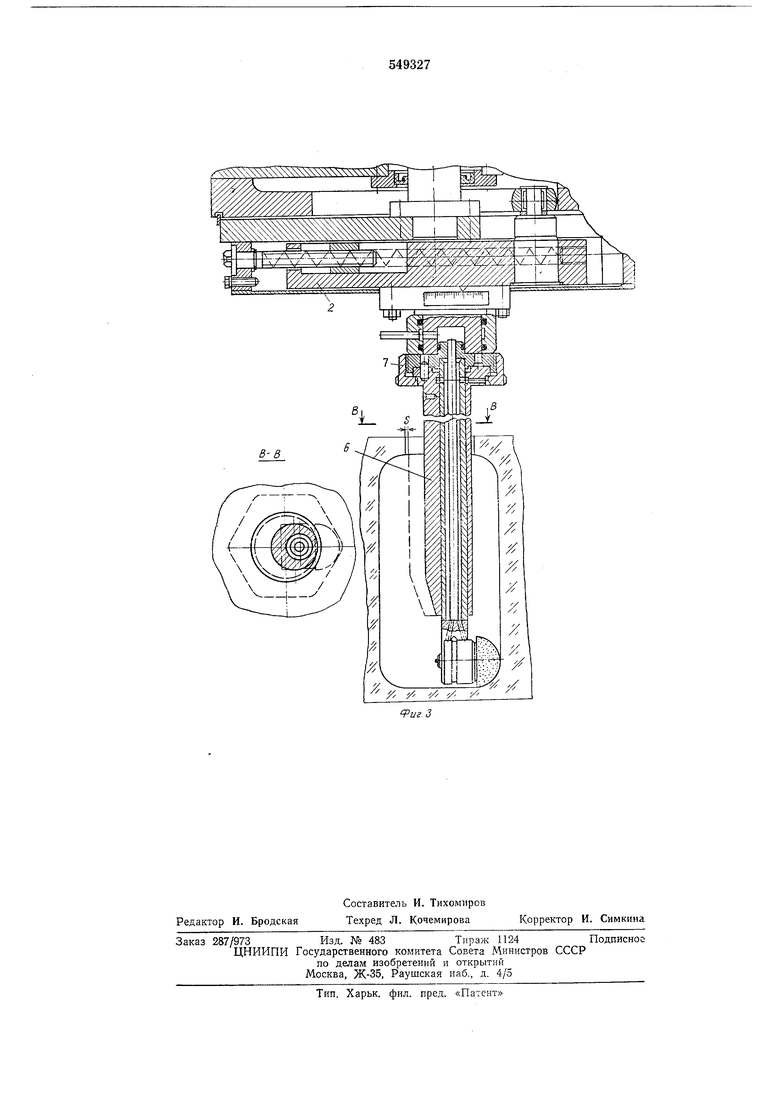
По окончании обработки внутренней нолости ячейки (фиг. 3) ползупп у 2 со шлифовальной головкой отводят в радиальном направлении в сторону исходного положения до тех пор, пока между поверхностью входного отверстия и телом гильзы 6 не получится минимальный зазор. Затем освобождают гайку 7, разворачивают гильзу 6 на 180°, производя описанные действия, и гильзу 6 снова закрепляют. После этого нолзушку 2 со шлифовальной головкой устанавливают в первоначальное исходное положепие. Шлифовальную головку затем выводят из входного отверстия. Ввиду увеличения жесткости шлифовальной головки за счет применения эксцентрикоповоротиой гильзы возможно производить
обработку поднутрений с повышенной глубиной и подачей при резании при одновременном увеличении точности и чистоты обработки,.
Формула изобретения
Шлифовальная головка для обработки расширяющихся внутренних полостей, например, в облегченных заготовках зеркал телескопов, включающая выполненный в виде
полой трубы держатель инструмента с фланцем для крепления к нолзушке плансуппорта на одном конце и с пневмоприводом для инструмента на противоноложном конце, о т л ичающаяся тем, что, с целью повыщения
жесткости шлифовальной головки, она снабжена гильзой с эксцентричным отверстием, в котором установлен держатель инструмента, смонтированной на фланце держателя инструмента с возможностью поворота.
Источник информации, принятый во внимание прц экспертизе:
1. Патент США N° 3613222, 29-527.1, 23.06.69.
ю
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутришлифовальная головка | 1975 |
|
SU530780A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| Устройство для заточки многолезвийного инструмента | 1972 |
|
SU472779A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| СТАНОК ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ЗАТОЧКИ ИНСТРУМЕНТА | 1970 |
|
SU423598A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| СТАНОК ДЛЯ ЗАТЫЛОВАНИЯ АБРАЗИВОМ РЕЖУЩЕГО ИНСТРУМЕНТА ТИПА МЕТЧИКОВ | 1970 |
|
SU272834A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |