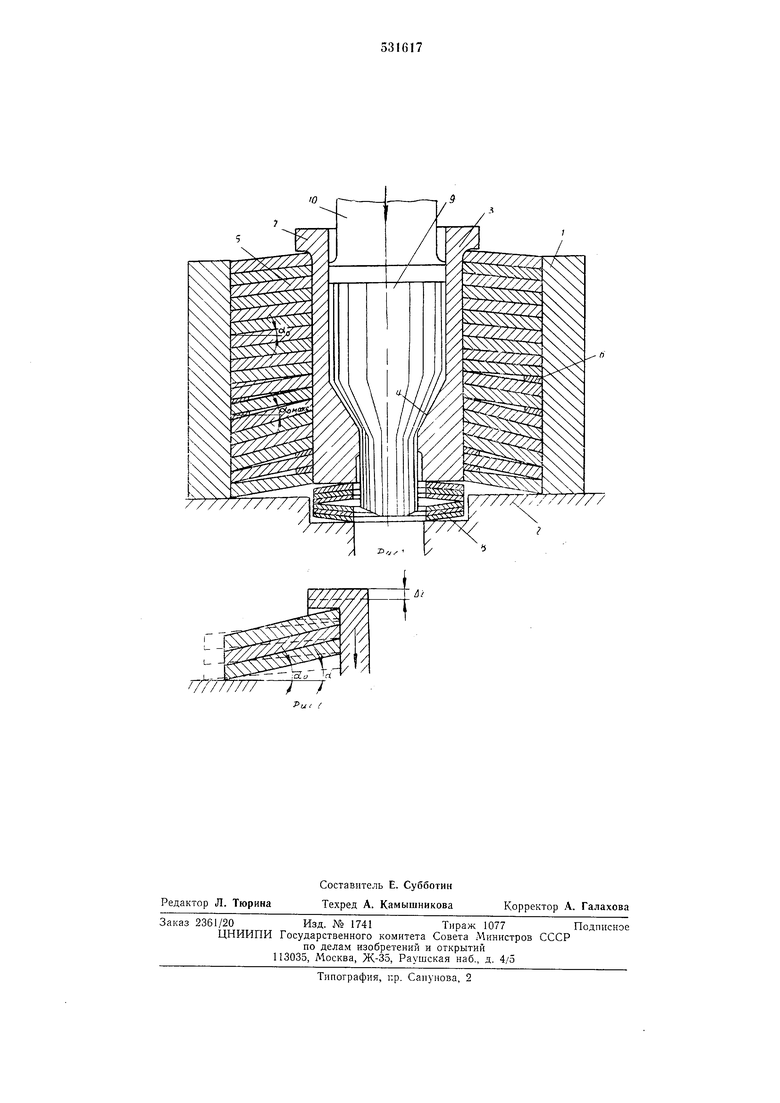
Устройство содержит контейнер 1, установленный на опоре 2. Внутрн контейнера расположена матрица 3 с обжимающим участком 4. Матрица имеет возможиоеть продольного осе)юго перемещения относительно контейнера. В зазоре между матрицей 3 и контейнером 1 размещен набор тонких бандажных колец 5, контактирующих между собой но торцовым поверхностям, которые выполнены коническими. Угол наклона образующей этих поверхностей непостоянен по длине матрицы. В качестве бандажных колец могут быть использованы, например, тарельчатые пружины. На уровне обжимающего участка 4 матрицы, который является наиболее напряженным, бапдал ные кольца выполнены с максимальным углом макс- наклона образующей конических торцовых поверхностей. Между соседними кольцами с разными углами ссо установлены прокладки 6. Со стороны заходного торца матрицы 3 на ее наружной поверхности выполнен бурт 7, в который упирается один торец набора бандажных колец 5, другой торец набора колец 5 упирается в опору 2. Основание матрицы опирается па пакет тарельчатых пружин 8, воспринимающих в прЗДессе работы основную часть полного усилия деформирования.
В матрицу 3 со стороны ее заходного торца закладывают заготовку 9 и посредством пуансона 10 прикладывают к заготовке усилие выдавливания. Заготовка, деформируясь, проходит через обжимающий участок 4 и оказывает давление на матрицу в осевом направлении. Под действием этого давления сжимается пакет 8 тарельчатых пружин, жесткость которого выбрана такой, чтобы обеспечивалось расчетное осевое перемещение матрицы. Матрица 3 смещается в осевом направлении на расчетную величину Az. Бандажные кольца 5 упруго выпрямляются, угол наклона образующей конической торцовой поверхности бандажного кольца к оси матрицы увеличивается от начального значения «о до значения а, в результате чего происходит интенсивный, пропорциональный «о и Аг, рост величины растягивающих напряжений в наружных слоях бандажных колец.
Таким образом, упруго выпрямляясь, бандажные кольца воздействуют на стенки матрицы, оказывая на ее переменное внещнее давление, которое вызывает в матрице сжимающие тангенциальные напряжения, компенсирующие вредные растягивающие тангенциальные напряжения, действующие в матрице от радиального давления, оказываемого деформируемой заготовкой. При этом величина внещнего комплектующего давления пропорциональна усилию выдавливания, так как осуществляется автоматическое бандажирование матрицы по всей ее длине.
Вследствие того, что угол «ц имеет различное значение на разных участках по длине матрицы, происходит дифференцированное бандажирование вдоль оси матрицы, т. е. на
более напряженных участках внещнее компенсирующее давление больще, на менее напряженных - соответственно меньще.
Например, на уровне обжимающего участка 4 угол ссо имеет больщее значение, чем на других участках матрицы, в результате чего интенсивность возрастания переменного внещнего давления на участке 4 максимальна. Это позволяет компенсировать растягивающие папряжения, достигающие на этом участке матрицы максимальных значений.
Дифференцированное бандажирование матрицы вдоль ее оси с максимальным бандажирующим усилием на наиболее нагруженных участках ведет к улучщению условий работы
матрицы и к повыщению ее стойкости. При этом эпюра распределения напряжений в матрице более благонриятная, чем в матрицах известных устройств. Кроме того, механический износ внутренней поверхности контейнера 1
,и наружной (нерабочей) поверхности матрицы 3 исключен, так как трение в местах контакта колец 5 с контейнером и с матрицей отсутствует.
Формула изобретения
1.Устройство для выдавливания изделий, содержащее закрепленный на опоре контейнер с установленной в нем с возможностью осевого
перемещения матрицей с различно нагруженными участками, отличающееся тем, что, с целью повыщения стойкости матрицы за счет улучщения условий ее работы, оно снабжено размещенным в зазоре между матрицей и контейнером набором бандажных -колец, выполненных в виде тарельчатых пружин, контактирующих между собой по коническим торцовым поверхностям, а матрица снабжена буртом со стороны заходного торца, при этом набор
бандажных колец одним торцом контактирует с упомянутым буртом, другим - с опорой контейнера.
2.Устройство по п. 1, отличающееся тем, что, с цельЕо обеспечения дифференцированного вдоль оси матрицы бандажирования, угол наклона образующей конических торцовых поверхностей бандажных колец к плоскости, перпендикулярной к оси матрицы, различен по длине матрицы и в зоне наиболее нагрул енного участка матрицы имеет наибольщее значение.
Источник информации, принятый во внимание при экспертизе:
1. Авт. св. СССР № 140308, М. Кл. В 21J
13/07, 1959.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления бандажированного формообразующего инструмента | 1979 |
|
SU933748A1 |
| Матричный блок штампа дляВыдАВлиВАНия | 1978 |
|
SU801954A1 |
| Способ изготовления изделий со сложной полостью | 1990 |
|
SU1773239A3 |
| Устройство для выдавливания длинномерных изделий | 1990 |
|
SU1810155A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| СПОСОБ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ И МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ПРУТКОВ ИЗ ДИСПЕРСНО-УПРОЧНЕННЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2012 |
|
RU2562594C2 |
| Способ изготовления металлических волокон | 1986 |
|
SU1579619A1 |
| Способ штамповки полых цилиндрических деталей | 1983 |
|
SU1109229A1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ | 2000 |
|
RU2188727C2 |
| Инструмент для деформирования трубных заготовок | 1990 |
|
SU1761350A1 |