(54) МАТРИЧНЫЙ БЛОК ШТАМПА ДЛЯ ВЫДАВЛИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для прямого выдавливания | 1978 |
|
SU871980A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Штамп для прямого выдавливания изделий | 1990 |
|
SU1750836A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ТРУБОПРОФИЛЬНЫХ ПРЕССАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2375134C2 |
| Штамп для выдавливания полых деталей и способ его настройки | 1984 |
|
SU1181770A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ГОРЯЧИМ ВЫДАВЛИВАНИЕМ НА ПРЕССАХ С ПОДВИЖНЫМ КОНТЕЙНЕРОМ | 2004 |
|
RU2259897C1 |
| Устройство для выдавливания изделий | 1975 |
|
SU565734A1 |
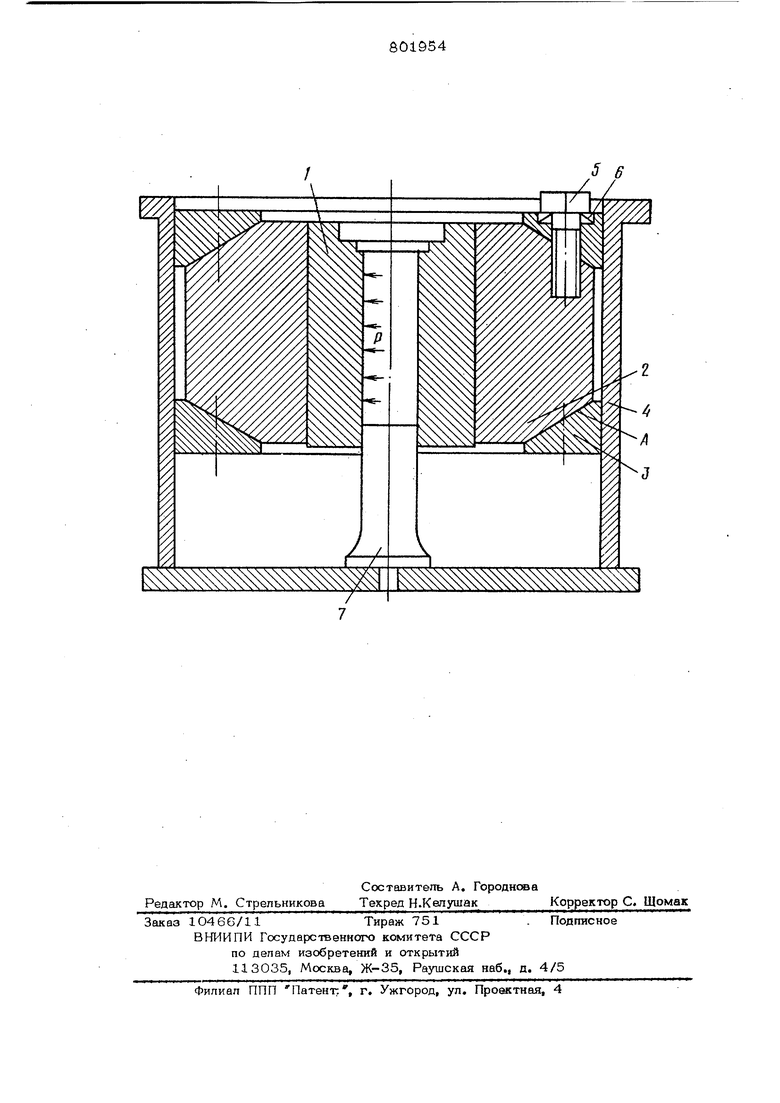
Изобрететте относится к обработке металлов давлением, в частноеni к конструкциям матричных блоков штампов для выдавливания. Известен матричный блок для выдавливания, содержащий размешенную в контейнере с возможностью осевого перемещения матрицу 1, В этом блоке матрица при осевом перемещении направляется по контейнеру и устанавливается в нем с определенньгм зазором, величина которого оказывает непосредстъенное влияете на стабильность процесса. Однако увеличение зазора нарушает соосность матрицы и пуансона, а следовательно, и стабильность технологического процесса при ухудшении качес-геа и точности изделий и резком снижении стойкости инструмента. Уменьшение же зазора невозможно из-за возникновения упругого радиального перемещения (распирания) матрицы под действием растягивающих тангенциальных напряжений, возникающих от радиального давления, оказываемого деформируемой при выдавливании заготовкой. Расширение матрицы приводит к ликвидации зазора и стопорению ее -движения. Контактные давления на трущиеся поверхности контейнера и матрицы могут быть значительны и их интенсивный износ неизбежен. Цель изобретения - повышение точности направления матрицы по контейнеру и стойкости направляющих поверхностей матрицы и контейнера. Указанная цель достигается тем, что матрица снабжена .по меньшей мере двумя подпруженными в направлении продольной оси направляющими кольцами, контактирующими наружной поверхностью с ко тейнером и сопрягающимися каткдое с одmjM из торцов матрицы по коническим поверхностям, выполненным соосно рабочей полости матрицы. На чертеже изображен матричный блок предпага 1ого штампа.
Матрица 1 состоит из вставки, аапресованной с натягои в бандаж 2 ,или в ёлок бандажей при хоподнсм выдавливаШ1И изделий из стапи и латуней.
На матрице со стороны торцов установпены направляющие кольца 3, контактирующий с ней по коническим поверхностям А выпопненным соосно с внутренней полостью. По наружному диаметру копьиа подогнаны с определенным зазором, соответствующим выбранной посадке, к контейнеру 4 штампа.
Угоп наклона конической поверхности к торцовым плоскостям матрицы 1 не превышает 45, что необходимо для превышения осевой компоненты контактного давления Р (от матрицы к кольцам) над радиальным и смещения направляющих колеД 3 в направлении продольной оси. Наружный диаметр колец больше диаметра матрицы 1, при этом разница превышает величину упругого радиального перемещения матрицы 1.
Кольца 3 прикреплень к матрипе с помошью винтсяз 5 и подпружинены в осевом направлении посредством пружин 6, Для крепления обоих колец могут быть испольаова11ы и общие болть5, установленные в сквозных отверстиях, выполненных в матрице. При необходимости сгопорение крепежного узла может быть осуществл нс например, с помощью стопорных шайб Узел подпружёшш может содержать полиуретановые, тарельчатые и др. пружины
Матричный блок работает следующим образом.
При деформировании заготовки, установленной в полости матрицы на противопуансоне 7, радиальное контактное давление
растягивает матрицу, что вызывает увеличение диаметральных размеров, в том числе и вдоль контактной конической поверхности А, по которой матрица сопряжена с направляющими кольцами 3. Поэтому направляющие кольца получают некоторое перемещение в осевом направлении, сопровождающееся сжатием дружин 6.
Наружный диаметр колед 3 и зазор между ними и направляющим контейнером остаются неизменными в течении всего процесса, что улучшает условия работы штампового инструмента.
Формула изобретения
Матричный блок штампа для вьшавлиания, содержащий размешенную в контейнере с возможностью осевого перемещешш матрицу, отличающийся тем, что, с целью псязышения точности напйавлеш я матрицы по контейнеру и стойкости направляющих поверхностей матрицы и контейнера, матрица снабжена по меньшей мере двумя подпружиненными в направлении продольной оси направляюищми кольцами, контактирующими наружной поверхностью с контейнером и сопрягающимися каждое с одним лз торцов мат рицы по коническим поверхностям, выполненным соосно рабочей полости м..
Источники информации, принятые во внимание при экспертизе 1. Повышение точности и качества при
тамповке. МДНТП, М., 3975, с. 12022, рис. 2.
