1
Изобретение относится к области обработки металлов давлением и предназначено, преимущественно, для резки движущейся горячей полосы в условиях прокатных станов.
По основному авт. св. № 169379 известно устройство для обрезки передней кромки полосы металла, в котором механизм резания выполнен в виде двух кинематически связанных между собой синхронно поворачивающихся ножей. Однако указанное устройство обеспечивает только обрезку переднего конца полосы, причем нельзя регулировать длину обрезаемых концов, а также отсутствует возможность пропуска реза.
В предлагаемом устройстве ножи снабжены расположенными перед их режущими кромками цилиндрическими выступами с расстоянием между ними, равныл толщине полосы, и расстоянием между каждым ножом и соответствующим ему выступом, обеспечивающим касание полосы ножами при окончании контакта выступов с полосой. Это позволяет производить резку полосы на любом участке.
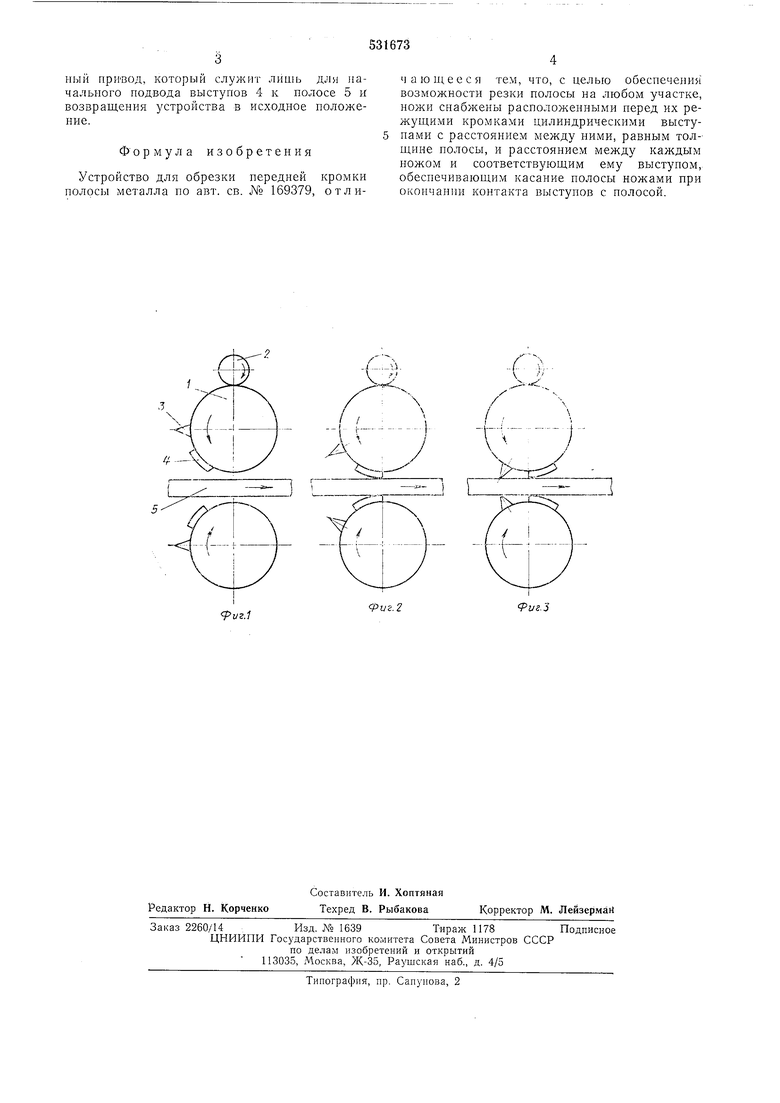
На фиг. 1 показано описываемое устройство в исходном положении; на фиг. 2--устройство в момент захвата полосой выступов; на фиг. 3 - в момент захвата полосой ножей.
Устройство содержит смонтированные с возможностью синхронного вращения ножи 1,
связанные с приводом 2 и снабженные режущими кромками 3 и выступами 4.
Устройство работает следующим образом.
В момент, когда необ.ходимо произвести резку, привод 2 вращает ножи I до момента соприкосновения выступов 4 с полосой 5. В силу того, что выступы выполнены цилиндрическими, а минимальное расстояние между их виешними рабочими поверхностями равно толщине полосы, выступы захватываются силами трения о полосу катятся по пей. Так как возникающие силы трения значительны, то они без помощи привода 2 разгоняют режущие кромки 3 до окружной скорости вращеПИЯ, равной скорости полосы 5. Кромки захватываются полосой и начинают внедряться в нее, а выступы 4 выходят из соприкосновения с полосой, чтобы их возможное при резке скольжение о полосу и существующие при этом силы трения не мещали свободному внедрению режущих кромок 3 по пути их наименьшего сопротивления. По окончании процесса резки привод 2 дальнейшим вращение.м ножей I возвращает устройство в ис.ходное положение.
Устройство обеспечивает резку полосы в любом ее сечении. Так как силы трения между выступами 4 и полосой 5 сами разгоняют ножи 1 и осуществляют начальное внедрение режущих кромок ножей, то нужен маломощ3
ный привод, который служит лишь дли начального подвода выступов 4 к полосе 5 и возвращения устройства в исходное положение.
Формула изобретения
Устройство для обрезки передней кромки полосы металла по авт. св. № 169379, отличающееся тем, что, с целью обеспечения возможности резки полосы на любом участке, ножи снабжены расположенными перед их режущими кромками цилиндрическими выступами с расстоянием между ними, равным толщине полосы, и расстоянием между каждым ножом и соответствующим ему выступом, обеспечивающим касание полосы ножами при окончании контакта выступов с полосой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ТОНКОЙ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111829C1 |
| СПОСОБ ПРОДОЛЬНОЙ РЕЗКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2003 |
|
RU2235624C1 |
| УСТРОЙСТВО ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121900C1 |
| Инструмент для обрезки листового материала | 1982 |
|
SU1044436A1 |
| СПОСОБ РЕЗКИ ЛИСТОВОГО МАТЕРИАЛА | 1981 |
|
SU1039101A1 |
| Ножницы для обрезки хвостовой части движущегося проката | 1974 |
|
SU503650A1 |
| Способ наладки многодисковых ножниц в процессе продольного резания тонких полос | 1988 |
|
SU1720814A1 |
| Нож для резки заготовок | 1972 |
|
SU448920A1 |
| Способ разделения гнутых швеллеров и инструмент летучих ножниц для его осуществления | 1988 |
|
SU1597253A1 |
| Барабанные летучие ножницы | 1986 |
|
SU1395432A1 |
1/г.1
Риг.З
р1/г.2
