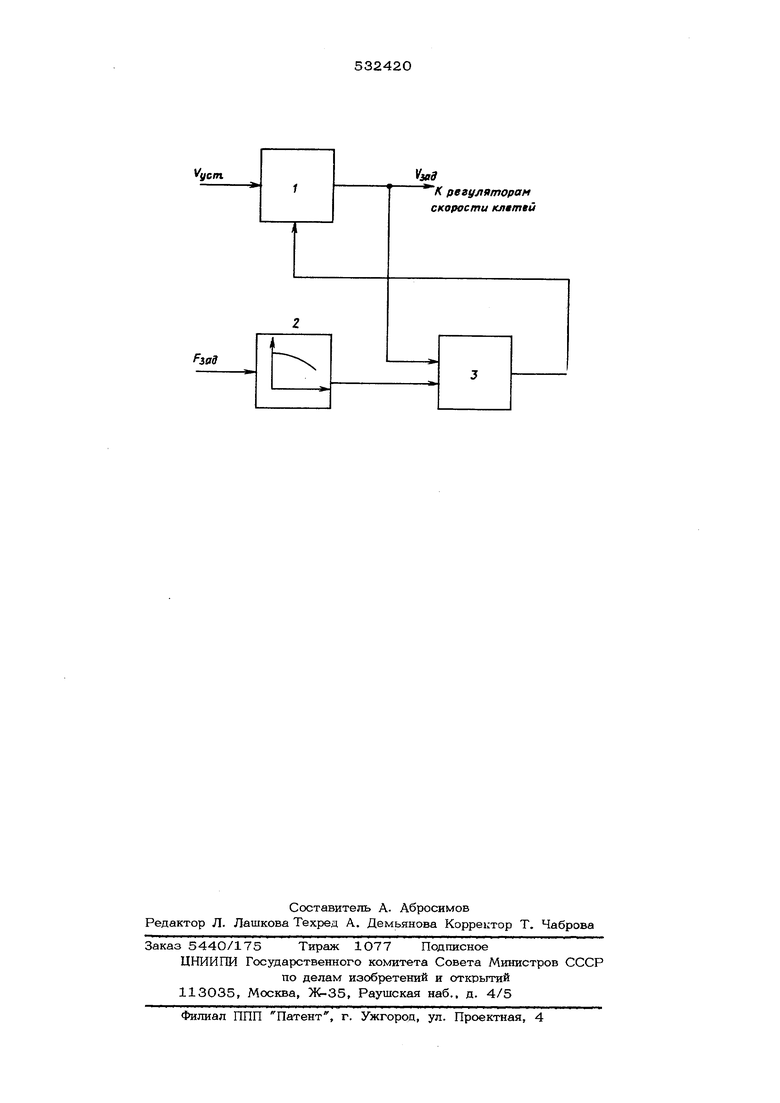
(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕРШЯ СКОРОСТЬЮ ПОЛОСОВОГО ПРОКАТНОГО СТАНА устройство дополнительно содержит нелинейный преобразователь и блок сравнения, вход нелинейного преобразователя соединен с выходом блока задания натяжения полосы, вход блока сравнения соединен с выходами нелинейного преобразователя и задатчика скорости электродвигателей валков клетей. На чертеже изображена функциональная схема устройства. Оно имеет задатчик 1 скорости стана, на вход которого подключен выход устройства задания требуемой скороетк прокатки. Выход задатчика 1 скорости соединен с входами регуляторов скорости оистем регулирования скорости двигателей клетей. На вход нелинейного преобразователя 2 поступает сигнал задания натяжения полосы на моталке д, из блока задания натяжения; нелинейным преобразователем 2 устанавливается зависимость между натяжением полосы на моталке (на входе) и максимальной скоростью прокатки (на выходе) по условию допустимой загрузки двигателя моталки. Выход нелинейного преобразователя 2 подключен на один вход узла 3 сравнения, на второй вход которого включен выход задатчика 1; выход узла 3 сравнения поступает на второй вход задатчика 1 скорости. Схема работает следующим образом. На вхоп зааатчика 1 скорости поступает сигнал требуемой скорости стана Уч,ст. при этом на выходе задатчика 1 формируется нарастающий сигнал V дад, который с определенным темпом достигает величины и является задающим сигналом для регуляторов скорости двигателей клетей прокатного стана, этим обеспечивается плавный и синхронный разгон клетей прокатного стан В соответствии с величиной заданного натяжения полосы на моталке на вы- ходе нелинейного преобразователя 2 получается сигнал, соответствующий допустимой максимальной скорости прокатки; узпом 3 сравнения этот сигнал сравнивается с величшга задания скорости прокатки (выход зада- чика 1 скорости). Если задание скорости меньше выхода нелинейного пробразователя 2, то на выходе узла 3 сравнения сигнала нет; когда величина задания скорости становится равной выходу нелинейного преобразователя 2, на выходе узла 3 сравнения появляется сигнал, который поступает на вход задатчика 1 скорости и запрещает дальнейшее з еличение задания скорости. Таким образом, эффективность предлагаемого устройства заключается в том, что автоматическое ограничение скорости стана по допустимому току двигателя моталки делает возможной прокатку на максимально допустимой скорости (без запаса), благодаря чему повышается производительность стана и одновременно повышается надежность электропривода моталки, так как исключается перегрев двигателя. Формула изобретения Устройство для управления скоростью полосового прокатного стана, содержащее электропривод моталки с блоком задания натяжения полосы, задатчик скорости электродвигателей валков клетей, выход которого соединен с входами регуляторов скоростей электродвигателей валков клетей, о т л и ч а юш е е с я тем, что, с целью повышения производительности стана и надежности раg электропривода моталки, оно дополнительно содержит нешнейный преобразователь сравнения, причем вход нелинейного преобразователя соединен с выходом блоказадаjjjjg натяжения полосы, вход блока сравнения соединен с выходами нелинейного преобразователя и задатчика скорости электродвигателей валков клетей, а выход блока сравнения соединен с входом упомянутого задатчика. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство №242260, М. Кл В 21037/00,05.04.68 (аналог), 2. Авторское свидетельство СССР, №458353, М. В37/00, 31.07.72 (прототип/.
V
К регуляторам
скорости клетей
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования толщины полосы на одноклетьевом стане холодной прокатки | 1989 |
|
SU1639818A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| Устройство регулирования натяжения полосы в станах холодной прокатки | 1984 |
|
SU1227278A1 |
| БИБЛИОТЕКА jМ. Л. Прудков | 1972 |
|
SU338980A1 |
| Устройство регулирования натяжения полосы | 1981 |
|
SU939150A1 |
| Устройство для автоматического замедления и точного останова реверсивного стана холодной прокатки | 1976 |
|
SU713629A1 |
| Устройство для управления скоростью клетей непрерывного стана холодной прокатки полосы | 1990 |
|
SU1752461A1 |
| Система стабилизации размеров проката | 1984 |
|
SU1186308A1 |
| Устройство управления электроприводом моталки на стане горячей прокатки | 1988 |
|
SU1607988A1 |