1
Изобретение относится к области черной металлургии и может быть использовано в основном оборудовании прокатных цехов машиностроительных заводов.
Известны нажимные механизмы прокатных клетей с приводом нажимного винта от вертикальных фланцевых электродвигателей через цилиндрические зубчатые передачи механическими тормозами на валах электродвигателей, Последние уменьшают быстродействие механизма и увеличивают его энергоемкость. 1
Известны также нажимные механизмы с червячным приводом и подвижным от дополнительного привода в осевом направлении с целью приведения во (независимо от основного привода) нажимных винтов червяком. 2
Эти механизмы используют только горизонтальные электродвигатели их привода.
Описываемое устройство свободно от этих недостатков и позволяет использовать привода нажимных механизмов и электродвигатели с вертикальным их расположением. Оно отличается тем, что червяк нажимного устройства выполнен приводным от привода нажимного винта через дополнительную трансмиссию, включающую муфту сцепления и снабжен упорами, ограничивающими его осевое перемещение, выполненными в свою очередь подпружиненными.
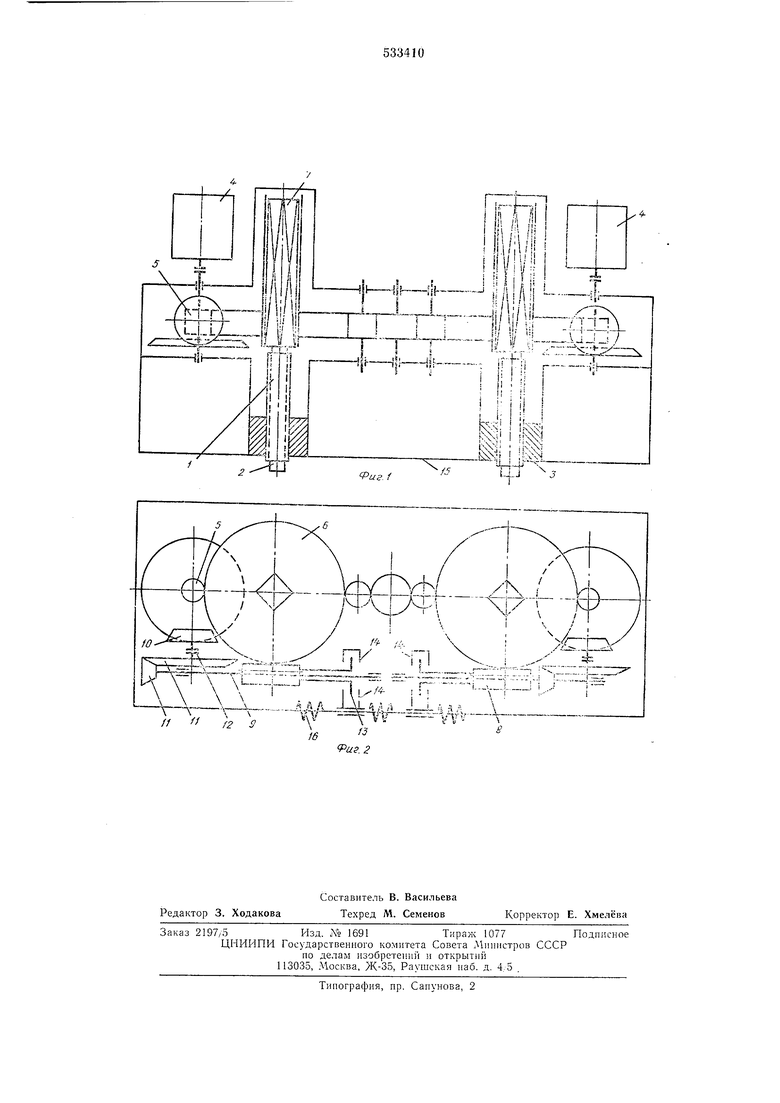
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - то же, вид свер.ху.
Нажимной винт 1 пятой 2 опирается на подушку прокатного валка и ввинчен в нажимную гайку 3. Привод его осуществляется от вертикального электродвигателя 4 через шестерни 5 и 6. Приводы обоих нажимных винтов синхронизированы. Шестерня 6 взаимодействует с хвостовиком 7 нажимного винта
и с червяков 8, который установлен на шлицах на валу 9, связанном через дополнительную трансмиссию с приводом нажимного винта через кон 1ческие пары 10, 11, электромагнитную муфту 12 сцепления. Червяк снабжен
упорным диском 13, взаимодействующим с упорами 14, смонтированными в корпусе 15. Упоры выполнены подвижными в направлении смещения червяка с опорой на пружины 16.
Механизм работает следующим образом.
При включении электродвигателя винты получают перемещение через шестерни 5 и 6, при этом вращаются и конические пары 10 и 11 дополнительной трансмиссии, вращая вал
3
9 и червяк 8. Передаточное число конических колес выбирается так, чтобы скорость вращения винта соответствовала скорости вращения червяка.
Одновременно с отключением электродвигателей 4 расцепляется муфта 12. При продолжающемся по инерции движении привода, а также при отходе винтов из-за самоотвинчива.ния при прокатке благодаря расцеплению муфты 12 коническая пара и червяк не будут вращаться. Червяк под действием окружного усилия на шестерне 6 начнет перемещаться до соприкосновения упорного диска с упором 14 IB корпусе 15. После сжатия пружины червяк остановится, остановив привод. После снятия нагрузки на шестерне 6 червяк под действием пружин займет исходное положение.
|При следующем включении привода одновременно с подачей напряжения на двигатели включатся муфты 12, и червяк и шестерня 6 начнут вращаться со скоростями, относящимися так, как число зубьев шестерни 6 относится к числу заходов червяка.
Формула изобретения
1.Устройство для предупреждения самоотвинчивания нажимного випта нажимного механизма -прокатной клети, включающее подвижный в осевом направлении червяк, зацепляющийся с шестерней редуктора привода нажимного винта, отличающееся тем, что, целью обеспечения возможности использования его в нажимных механизмах с вертикальным расположением электродвигателей их привода, червяк выполнен приводным от привода нажимного винта через доцолнительную трансмиссию, включающую муфту сцепления
и Снабжен упорами, ограничивающими его осевое перемещение.
2.Устройство по п. 1, отличающееся тем, что, с целью а.мортизации ударов при торможении и возврата червяка в исходное
положение, упоры выполнены подпружиненными.
Источники информации, принятые во внимание при экспертизе:
1.Краузе Г. Н. Оборудование прокатных станов. Машгиз, 1963, с. 83-89.
2.Патент Англии № 952941, ВЗМ, 1961. .,Jm // f2 ш : Г11 . trr 3 -):i
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Прокатная клеть | 1986 |
|
SU1342545A1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| Нажимное устройство прокатной клети | 1979 |
|
SU880529A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| Устройство для установки труб в трубные решетки теплообменников | 1983 |
|
SU1186452A1 |
| ПРОКАТНАЯ КЛЕТЬ С УСТРОЙСТВОМ ПЕРЕМЕЩЕНИЯ | 2006 |
|
RU2411093C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |