Изобретение относится к устройствам для обрезки полых тонкостенных деталей и может быть использовано на предприятиях, где необходима ровная обрезка деталей коробкообразной формы.
Известны устройства для обрезки тонкостенных деталей коробчатой формы 1.
Однако эти устройства не обеспечивают высокого качества обрезки.
Известны машины для обрезки полых тонкостенных деталей, содержащие неподвижный нож, режущая кромка которого выполнена по внутреннему контуру детали, две траверсы с подвижными ножами, образующими при смыкании внещний контур детали, кривошипношатунный привод, перемещающий траверсы навстречу друг другу, и станину 2.
В результате движения траверс навстречу друг другу при взаимодействии подвижных ножей с неподвижным производится обрезка детали по контуру. При этом вследствие известной нежесткости кривощипно-щатунного привода и неизбежности зазоров в направляющих траверс полного смыкания лезвий подвижных ножей допускать нельзя во избежание их поломки, что при обрезке деталей с толщиной стенки в 1 мм и менее, выполненных из достаточно вязких материалов, например нержавеюп;их сталей, ведет к образованию заусенец в месте смыкания подвижных
ножей с неподвижным, для удаления которых необходима дополпительная зачистная операция. Целью изобретения является повыщение качества реза в точках смыкания лезвий подвижных ножей путем жесткого определения расстояния между траверсами.
Это достигается тем, что предлагаемая машина для обрезки полых тонкостенных издеЛИЙ снабжена установленными на направляющих между траверсами подвижными регулируемыми упорами, состоящими из кориуса, в котором размещены подпружиненные штыри со вставкой между ними, причем вставка выполнена в виде конуса с возможностью вертикального перемещения, например, посредством винта, а торцы щтырей соответствуют форме вставки. С целью выдерживания симметричности хода траверс и разгрузки щтока
от боковых усилий вследствие возможного не одновременного врезания подвижных ножей рычажная система привода имеет направляющие, а упоры выполнены самоустанавливающимися по положению траверс.
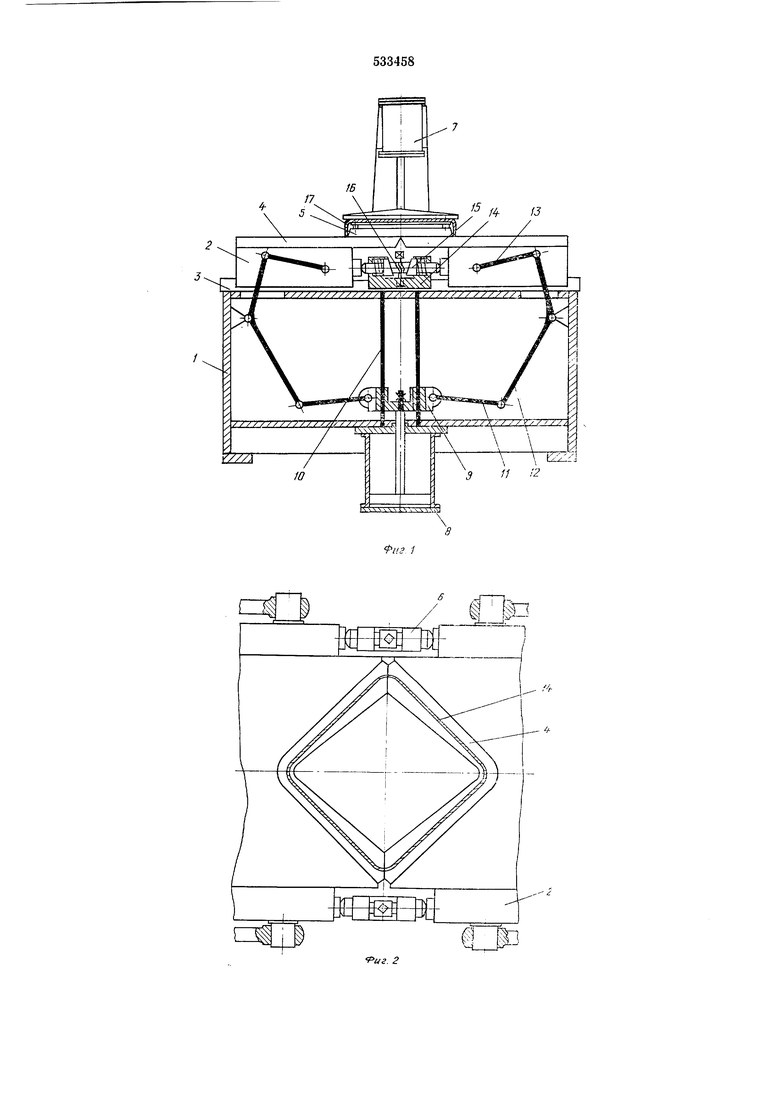
На фиг. 1 изображена конструктивная схема предлагаемой машины; на фиг. 2 - траверса с подвижными ножами в сомкнутом полол ении, вид сверху. Машина состоит из станины 1, траверс 2.
направляющих 3 для траверс, подвижных ножей 4 и неподвижного ножа 5, регулируемых упоров 6, прижима 7, привода траверс, состоящего из цилиндра 8, крейцкопфа 9, направляющих 10, шатунов 11, разноплечих рычагов 12, серег 13, связывающих рычаги с траверсами. Регулируемый упор состоит из корпуса 14, расположенного подвижно на направляющей, в котором находятся подпружиненные штыри 15, внутренние торцы которых срезаны на клин. Между подпружиненными штырями 15 расположена клинообразная вставка 16, перемещаемая в вертикальной плоскости при помощи винта.
Машина работает следующим образом.
Обрезаемая деталь 17 устанавливается на неподвижный нож и сверху прижимается прижимом. Затем воздух или масло подается в верхнюю полость цилиндра и крейцкопф, связанный со штоком цилиндра, по направляющим начинает перемещаться вниз, поворачивая при этом посредством щатунов рычаги, которые, в свою очередь, через серьги перемещают по направляющим траверсы 2 навстречу друг другу. Движение траверс происходит до встречи их с упорами, при этом, если одна из траверс первой дойдет до упора, то она смещает его до тех пор, пока навстречу идущая другая траверса не упрется в упор. После этого движение траверс прекращается. Упоры регулируются таким образом, чтобы исключить зазор между смыкаемыми лезвиями подвижных ножей, чем достигается полное отделение отхода от детали. После произведенной обрезки детали воздух или масло подается в нижнюю полость цилиндра и траверсы расходятся. Деталь освобождается от прижима и снимается с неподвижного ножа. Машина готова к следующему циклу.
Оснащение предлагаемой машины для обрезки полых тонкостенных деталей регулируемыми упорами, самоустанавливающимися по положению траверс, позволяет исключить
упругие деформации привода и влияние зазоров в направляющих траверс, а путем регулировки упоров полностью устранить зазор между смыкаемыми лезвиями подвижных ножей, чем гарантируется отсутствие заусенец на обрезанной детали, а следовательно, повышается качество реза и устраняется дополнительная операция по снятию заусенец.
Формула изобретения
Машина для обрезки полых тонкостенных деталей, например, круглой, прямоугольной
или сложной формы, содержащая станину, установленный на ней неподвижный нож, режущая кромка которого имеет форму внутреннего контура детали, и две установленные на направляющих станины и кинематически
связанные с приводом их перемещения траверсы с ножами, взаимодействующими с неподвижным ножом и образующими при смыкании контур детали, отличающаяся тем, что, с целью повышения качества реза путем
точного определения расстояния между траверсами и симметричности хода траверс, машина снабжена установленными на направляющих между траверсами с возможностью перемещения регулируемыми упорами, выполненными в виде корпуса, с размещенными в нем конической вставкой с возможностью вертикального перемещения и расположенными по обе стороны от нее подпружиненными штырями, торцы которых соответствуют форме вставки.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. № 205518, кл. В 230 19/04, 22.02.65.
2.Авт. св. № 238349, кл. В 21D 31/00, 22.05.67 (прототип).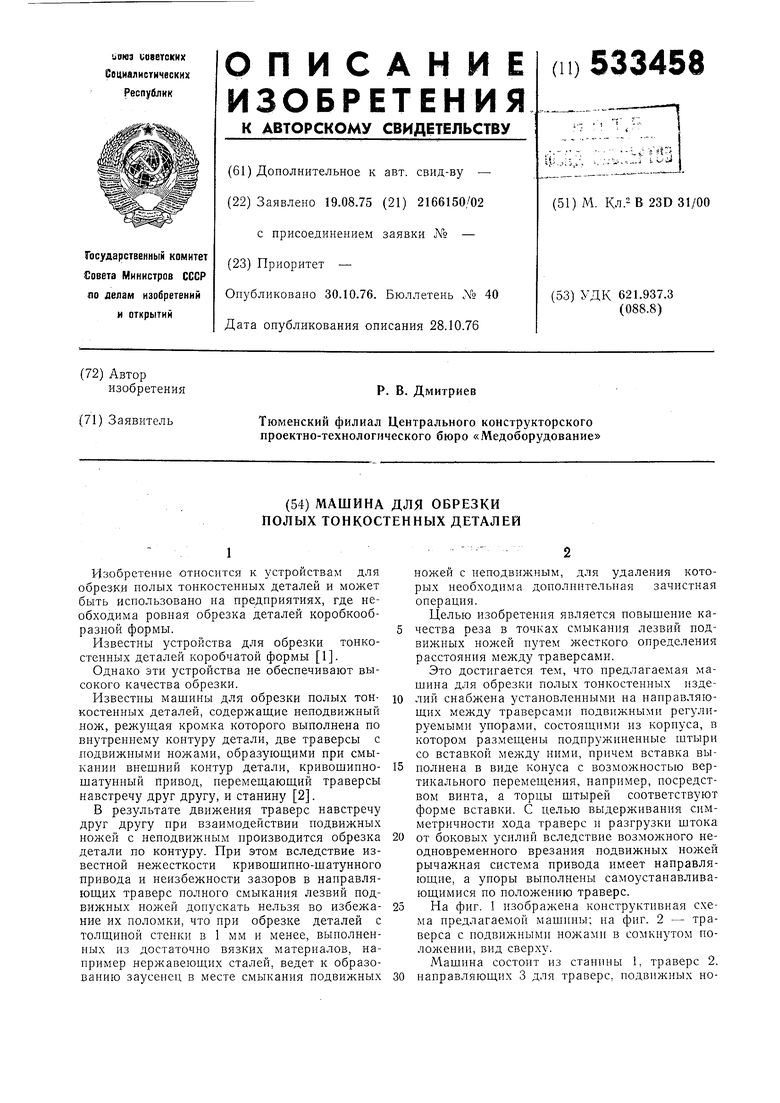
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ОБРЕЗКИ ПОЛЫХ ТОНКОСТЕННЫХ ДЕТАЛЕЙ | 1969 |
|
SU238349A1 |
| УНИВЕРСАЛЬНЫЙ НАПОЛЬНЫЙ БЫТОВОЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1992 |
|
RU2030989C1 |
| Машина для обработки деталей низа обуви | 1974 |
|
SU503577A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТРУБ ИЗ ТЕРМОПЛАСТОВ | 1970 |
|
SU274911A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Устройство обжимное для горизонтальных машин непрерывного литья чугуна | 1981 |
|
SU984652A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Гвоздезабивной станок для изготовления щитов | 1986 |
|
SU1412951A1 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| ГИБОЧНАЯ МАШИНА | 1973 |
|
SU367929A1 |