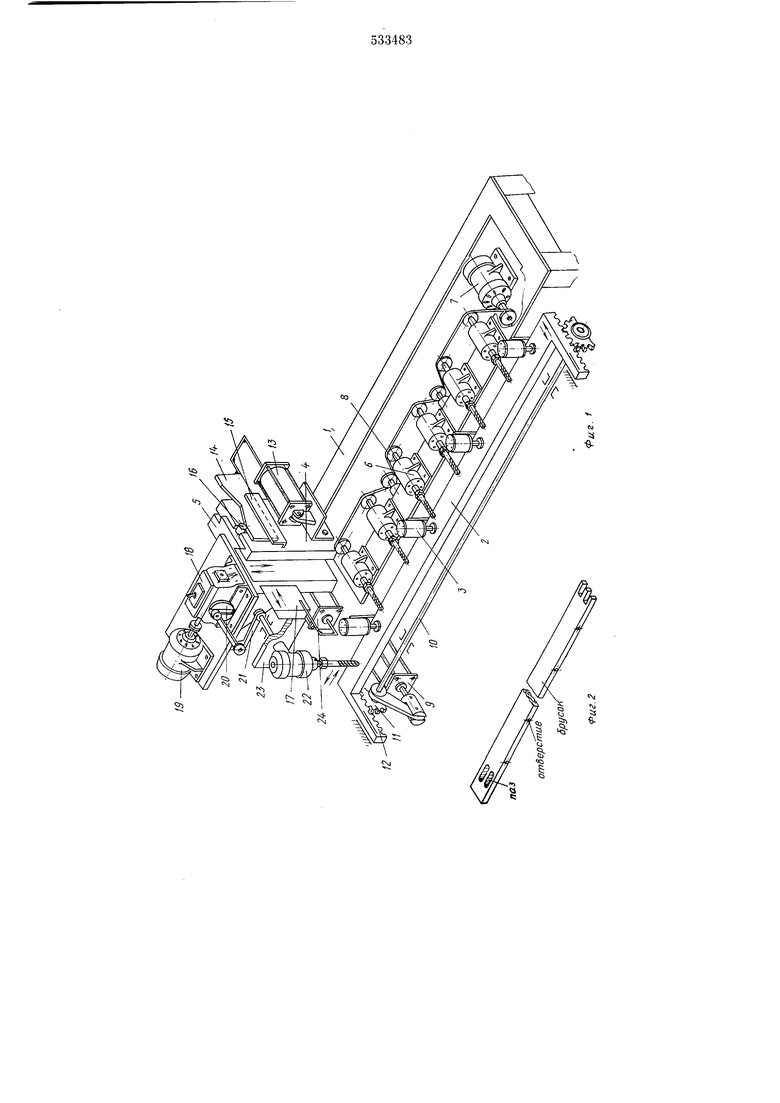
оси и шестерни И перемещают рейки 12, а вместе с ними и стол 2. На станине закреплен пневмоцилиндр 13, шток которого соединен с копиром 14. Копир имеет V-образиую рабочую поверхность и перемеш;ается по горизонтали в уголке 15, закрепленном па вертикальной направляющей 4. В этой направляющей размещен супнорт 5, который снабжен пальцем 16, размещенным в вертикальной прорези направляющей 4. Палец 16 контактирует с рабочей (верхней) поверхностью копира 14. За один ход копира в каком-то одном направлении (например, «на нас) суппорт 5 вместе со всеми установленными на нем механизмами опустится под 15 собственным весом вниз и поднимется вверх, т. е. совершит рабочий и холостой ход. В суппорте 5 установлен с возможностью поперечпого горизонтального перемещения ползуп 17. Этот ползун соединен с плитой, на 20 которой смонтирован привод маятниковых колебаиий вертикальной сверлильной головки, а сама головка. Прпвод, сообщающий вертикальной сверлильной головке маятниковые колебания во- 25 круг горизоптальпой оси, состоит из редуктора 18, электродвигателя 19 и шарнирного четырехзвенника (кривошип, тяга, коромысло). Ведущим звеном четырехзвенника является кривощип 20 с регулируемой длиной. Криво- 30 щип 20 соединен щарнирно тягой с коромыслом 21, закрепленным на валу, несущем вертикальпую сверлильную головку 22. Опорой для этого вала является пластина 23, жестко связанная с ползуном 17. При вращении кри- 35 вощипа 20 коромысло 21, а следовательно, и вал с закрепленной на нем сверлильной головкой 22 совершают качательные движения вокруг оси вала, в результате чего в детали образуется не отверстие, а паз. Длина паза 40 может меняться путем изменения длины кривошипа 20. Пневмоцилиндр 24 связан с ползупом 17 и перемещает его на необходимое расстояние. Станок снабжен системой концевых выключателей, которые включают и вы- 45 ключают приводы всех механизмов в необхоДИМОЙ последовательности. Станок работает следующим образом. Деталь укладывают на стол 2 и зажимают пневмоприжимами 3, после чего концевой вы- 50 ключатель дает команду на срабатывание пневмоцилипдра 9. Стол 2 перемещается вперед, и вращающиеся сверла в щпинделях 6 высверливают в детали горизонтальные отверстия. Стол 2, дойдя до крайнего переднего 55 положения, нажимает на концевой выключатель, который дает команду на срабатывание ппевмоцилипдра 13. При этом копир 14 перемещается «на нас, палец 16 скользит по скошенной поверхности копира и суппорт 5 60 (вместе с размещенными на нем механизма510 ми) опускается впиз и поднимается вверх. В результате вращающееся сверло вертикальной головки 22 высверливает в детали вертикальное отверстие и занимает исходное положение. Если в детали нужно получить вертикальный паз, а не отверстие, то включается электродвигатель 19, который через редуктор 18, кривошип 20, тягу, коромысло 21 сообщает головке 22 маятниковые колебания вокруг горизонтальной оси. Копир 14, дойдя до крайнего положения (при движении «на нас), нажимает на концевой выключатель, который дает команду на срабатывание пневмоцилиндра 24, перемещающего ползун 17 вместе с головкой 22 и приводами ее вращения и колебаний в новое рабочее положение (для образовапия второго вертикального паза). Ползун 17, переместивщись в новое рабочее положение, нажимает на концевой выключатель, дающий команду на срабатывание пневмоцилпндра 13. Пневмоцилиндр 13 перемещает копир 14 в обратном направлении. При этом суппорт 5 вместе со всеми установленными на нем механизмами опять опускается вниз (при этом производится образование в детали второго вертикального паза) и поднимается вверх, занимая исходное положение. При этом, опять же с помощью концевых выключателей, подается команда на срабатывание пневмоцилиндров 24 и 9, возвращающих ползун 17 и стол 2 в исходные иоложения. Стол 2, дойдя до заднего крайнего положения, через концевой выключатель подает команду на подъем пневмоприжимов 3, и деталь освобождается. На этом цикл работы заканчивается. Формула изобретения 1. Сверлильный стапок, включающий станину, стол, установленный с возможностью перемещения в горизонтальной плоскости, прижимы, горизонтальные и подвижно установленный на «анравляющей вертикальный суппорты со сверлильными шпинделями с приводом их вращения, кривошипно-шатунный привод для маятникового перемещения вертикального сверлильного шпинделя и концевые выключатели, отличающийся тем, что, с целью повышения производительности, на направляющей вертикального суппорта установлены силовой цилиндр и соединенный с его штоком копир, взаимодействующий с закрепленным на вертикальном суппорте пальцем, причем вертикальпый суппорт снабжен силовым цилиндром и ползуном, соединенными друг с другом. 2. Станок по п. 1, отл и ч а ющи и ся тем, что, с целью обеспечения возможности получения пазов различной длины, кривошип выполнен регулируемым.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверлильный станок | 1977 |
|
SU674900A1 |
| Универсальный сверлильно-присадочный станок | 1991 |
|
SU1781033A1 |
| Шипорезный станок | 1973 |
|
SU476160A1 |
| Станок для закатки и отбортовки изделий | 1984 |
|
SU1250354A1 |
| СВЕРЛИЛЬНО-ФРЕЗЕРНЫЙ СТАНОК | 1992 |
|
RU2042508C1 |
| Сверлильный станок по дереву | 1972 |
|
SU438526A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Устройство для установки мебельной фурнитуры | 1985 |
|
SU1329969A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДРЕВЕСИНЫ И МЕТАЛЛА | 1992 |
|
RU2050227C1 |
| МЕХАНИЗМ ПОДАЧ | 1970 |
|
SU268851A1 |