(54) СВЕРЛИЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сверления отверстий в деревянных щитах | 1982 |
|
SU1025509A1 |
| Универсальный сверлильно-присадочный станок | 1991 |
|
SU1781033A1 |
| Универсальный многошпиндельный сверлильно-присадочный станок по дереву | 1986 |
|
SU1351784A1 |
| Сверлильный станок по дереву | 1972 |
|
SU438526A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Станок для двустороннего сверления стекла | 1980 |
|
SU937361A1 |
| Полуавтоматическая сборочная линия | 1982 |
|
SU1115886A1 |
| Устройство для сверления щитов | 1986 |
|
SU1423382A1 |
| Сверлильный станок | 1975 |
|
SU533483A1 |
Изобретение относится к сверлильным станкам и может быть использовано в деревообрабатывающей и мебельной промышленности.
Известен сверлильный станок для сверления отверстий в мебельных щепах, включающий станину, сверлильные головки и подвижный в вертикальной плоскости стол с упорами и пружинами 1 .
Наиболее близким решением из известных является сверлильный станок СВПА-2, включающий станину, горизонтальную сверлильную головку с приводом, подвижный стол с базо- выми упорами и прижимом 2.
Недостатком известных станков является то, чтоНельзя без переналадки в одной детали сверлить отверстия разной глубины, а также обеспечить требуемого расстояния между отверстиями без разметки.
Цель изобретения создание стайка автоматического сверления в детали отверстий заданной глубины без переналадки станка.
Достигается это тем, что на подвижном столе установлена по базовому упору командаая линейка, имеющая упоры длиной, обратно
прбпорщюнальной глубине заданных отверстий, взаимосвязанные с установленным на сверлильной головке концевым выключателем, причем командная линейка снабжена элементами для фиксащ1и стола, расположенными один относительно другого на расстоянии обрабатываемых отверстий.
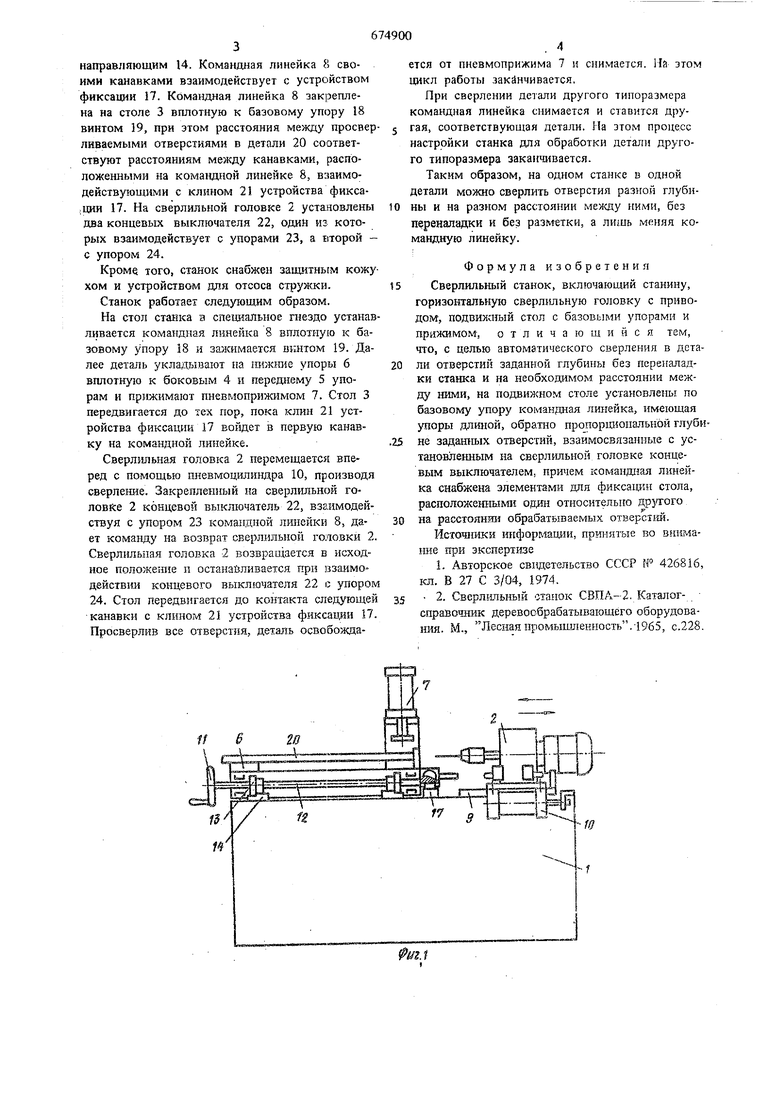
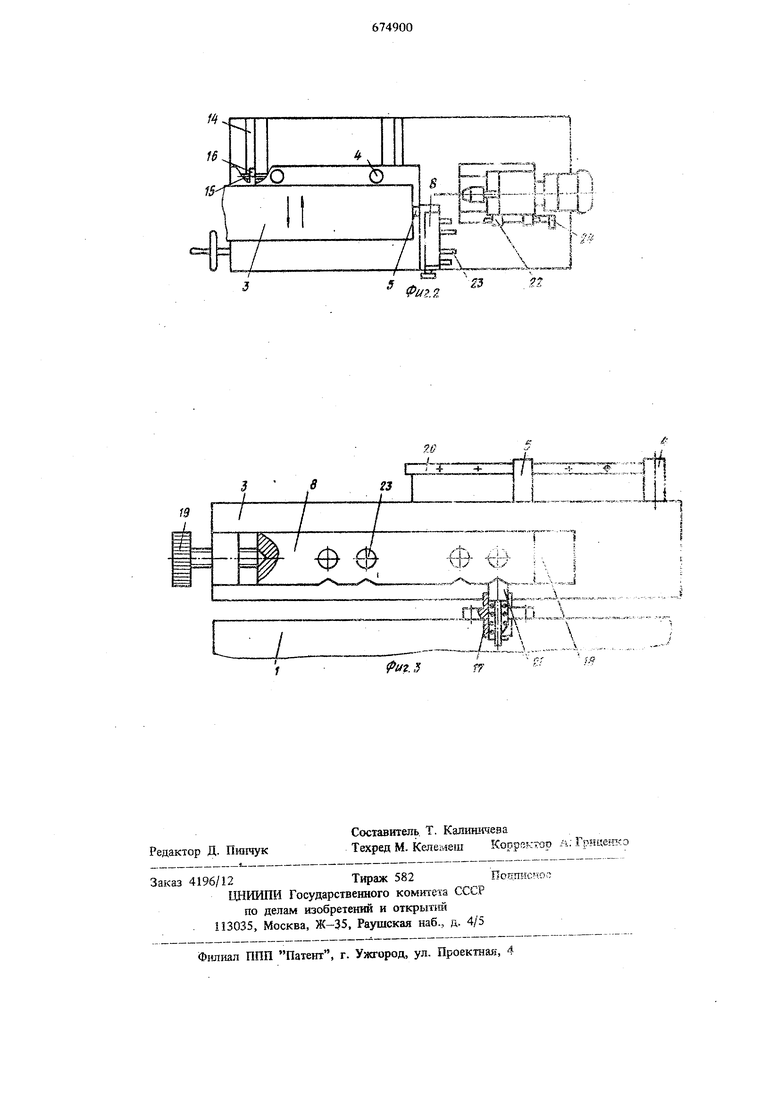
На фиг. 1 изображен сверлильный станок, ви спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - командная лннейка с устройством фисации.
Станок включает станину 1, сверлильную головку 2, стол 3, на котором установлены боковая 4, передние 5, нижние 6 упоры, пневмоприжим 7 и командная линейка 8. Сверлильная головка 2 установлена на направляющей 9 с помощью пневмоцилиндра 10. Перемещение стола 3 осуществляется посредством маховичка 11, установленного на валу 12. На концах вала 12 имеются катки-шестерни 13, которые находятся в зацеплении с зубчатыми рейкаминаправляющими J4 и закреплены на станине. Второй вал 15 установлен в раме стола 3, имеет катки 16 и передвигается также по рейкамнаправляющим 14. Командная линейка 8 своими канавками взаимодействует с устройством фиксации 17. Командная линейка 8 закреплена на столе 3 вплотную к базовому упору 18 винтом 19, при 3T6W paccTOHHHH между просверлишаемыми отверстиями в детали 20 соответствуйт расстояниям между канавками, расположенными на командной линейке 8, взаимодействуюииши с клином 21 устройства фикса|ЦИи 17. На сверлильной головке 2 установлены два концевых выключателя 22, одни из которых взаимодействует с упорами 23, а второй с упором 24.
Кроме того, станок снабжен защитнь м кожухом и устройством для отсоса стружки.
Станок работает следующим образом.
На стол станка в специальное гнездо устанавливается командная линейка 8 вплотную к базовому упору 18 и заашмается вкнтом 19. Далеедеталь укладывают на шжние упоры 6 вплотную к боковым 4 и переднему 5 упорам и прижимают пневмоприжимом 7. Стол 3 передвигается до тех пор, пока клин 21 устройства фиксации 17 войдет в первую канавку на командной линейке.
Сверлильная головка 2 перемещается вперед с помощью пневмоцилиндра 10, производя сверление. Закрепленный на сверлильной головке 2 концевой вь1ключатель 22, взаимодействуя с упором 23 командной лщтейки 8, дает команду на возврат сверлильной головки 2. Сверлильная головка 2 возвращается в исходное поло5кение и останавливается при взаимодействии концевого выключателя 22 с упором 24. Стол передвигается до контакта следующей канавки с клином 21 устройства фиксащи 17. Просверлив все отверстия, деталь освобождается от пневмоприжима 7 и снимается. На этом цикл работы заканчивается.
При сверлении детали другого типоразмера командная линейка снимается и ставится другая, соответствующая детали. На этом процесс настройки станка для обработки детали другого типоразмера заканчивается.
Таким образом, на одном станке в одной детали можно сверлить отверстия разной глубины и на разном расстоянии между ними, без щреналадки и без разлгетки, а лишь меняя командную линейку.
(Формула изобретения Сверлильный станок, включающий станину, горизонтальную сверлильную головку с приводом, подвижный стол с базовыми упорами и прижимом, отличающийся тем, что, с целью автоматического сверления в детали отверстий заданной глубины без переналадки станка и на необходимом расстоянии между ними, на Подвижном столе установлены по базовому упору командная линейка, имеющая упоры длиной, обратно пропорщгональной глубине заданных отверстий, взаимосвязанные с установленным на сверлильной, головке концевым выключателем, причем командная линейка снабжена элементами для фиксащги стола, расположенными один относительно другого. на расстоянии обрабатываемых отверст П1.
Источники информации, принятые во внимание при экспертизе
.г
