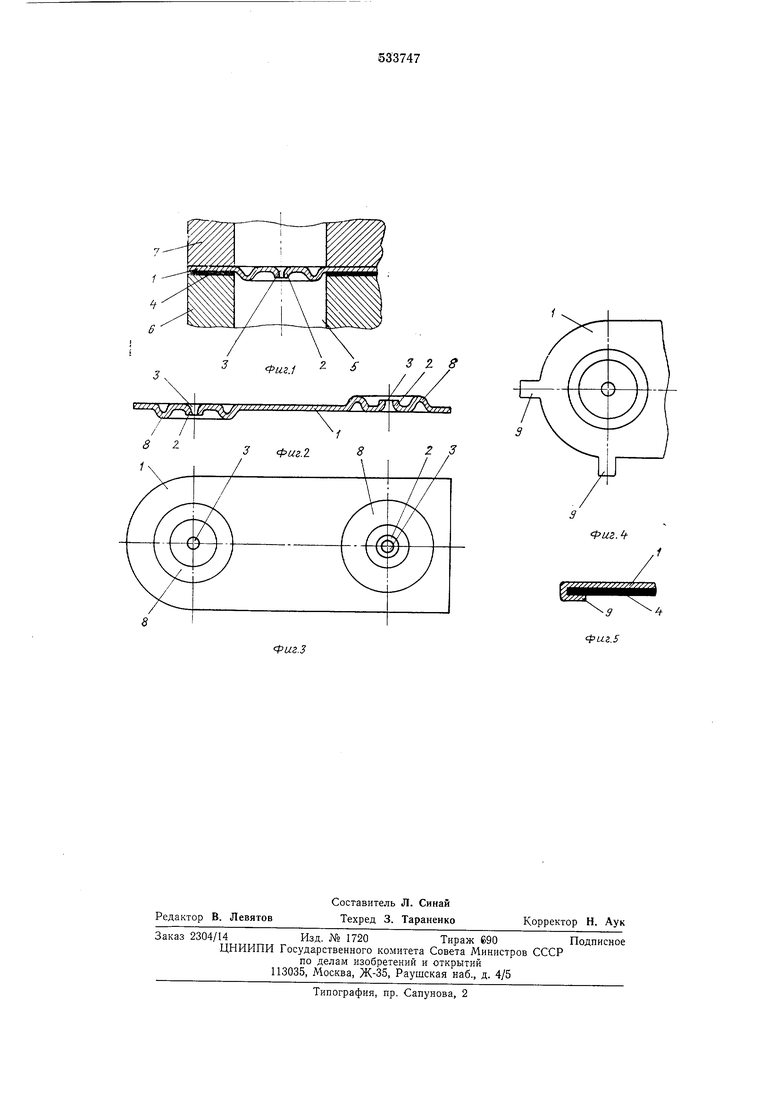
линдрический, то гофр выполнен кольцевым. Пластина I выполняется из тонкого листового материала, например, толщиной 0,3-0,4 мм и имеет форму выбираемую из компоновочных требований карбюратора. Пластина 1 с одной стороны выполнена закругленной, а с другой стороны - с прямыми углами. Сначала в пластине выполняются штамповкой гофры 8, а затем - выштамповка 2 с отверстиями 3, выполненными «прошивкой. Выпуклая часть гофров 8 и выштамповки 2 должны выступать над плоскостью пластины 1 в сторону движения рабочей среды в проточном канале 5-.
Блок жиклеров с одним направлением рабочей среды для всех жиклеров устанавливается в разъема крышки 7 и корпуса 6 карбюратора, при этом пластина 1 устанавливается только с одной прокладкой 4 (как показано на фиг. 1), используемой одновременно для герметизации разъема крышка-корпус поплавковой камеры. Так как толщина пластины 1 невелика, то обеспечивается хорошее уплотнение поплавковой камеры (на чертеже не изображена) карбюратора.
Если в пластине 1 выполнены жиклеры с различным направлением рабочей среды, как изображено на фиг. 2 и 3, то блок жиклеров имеет две прокладки 4 с двух сторон пластины.
Как показано на фиг. 4, пластина 1 снабжена отгибными лапками 9, выполняемыми по внешней кромке. При помощи этих лапок 9 прокладка 4 закрепляется на пластине 1, или пластина 1 - на прокладке 4, если она является общей для всего разъема крышки 7 и корпуса. Для этого лапки 9 загибают, как показано на фиг. 5.
Сборка карбюратора происходит следующим образом.
После соединения пластины 1 с прокладкой 4 блок жиклеров устанавливается на корпус 6 карбюратора и накрывается крышкой 7. При затяжке крепежных винтов карбюратора происходит деформация краев отверстий прокладки 4 (вследствие несколько больших размеров гофра) и надежное уплотнение стыка. Гофры 8 препятствуют передаче деформации пластины к выштамповкам 2, так как значительно повышают жесткость в зоне жиклеров. Гофры 8 предотвращают также механические повреждения при технологической транспортировке.
Такое выполнение блока жиклеров позволяет снизить металлоемкость, а также сократить число контролируемых изделий. Выполнение жиклеров штамповкой позволяет изготавливать блоки жиклеров на высокопроизводительном оборудовании.
Формула изобретения
1.Блок жиклеров для карбюратора двигателя внутреннего сгорания, содержащий пластину по меньшей мере с двумя жиклерами, образованными выстуйающими над нластиной выштампованными отверстиями, и уплотнительную прокладку с отверстиями под проточные каналы, отличающийся тем, что, с целью предотвращения возможности механических повреждений жиклеров и повышения эксплуатационной надежности, вокруг каждого жиклера выполнен гофр, высота которого превышает высоту выштамповки.
2.Блок жиклеров по п. I, отличающийс я тем, что основание гофра выполнено с размером превышающим размер отверстия уплотнительной прокладки и по форме соответствует последнему.
3. Блок жиклеров по пп. 1 и 2, отличающийся тем, что, с целью упрощения обслуживания, пластина по периферии снабжена отгибными лапками для крепления уплотнительной прокладки.
Источники информации, принятые во внимание при экспертизе:
1.Рыбинский Д. А. и др. Карбюраторы двигателей ГАЗ. М., Машгиз, 1962, стр. 8.
2.Патент США № 2979316, кл. 261-14, 1959 (прототип).
Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНЧАТЫЙ ТЕПЛООБМЕННИК И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1996 |
|
RU2100733C1 |
| Карбюратор для двигателя внутренне-гО СгОРАНия | 1975 |
|
SU848724A1 |
| ТЕПЛООБМЕННИК | 1995 |
|
RU2100732C1 |
| Карбюратор для двигателя внутреннего сгорания | 1985 |
|
SU1353916A1 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ РЕГУЛИРОВАНИЯ ПОДАЧИ ТОПЛИВА В КАРБЮРАТОР ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1990 |
|
RU2013631C1 |
| Карбюратор для двигателя внутреннего сгорания | 1986 |
|
SU1326756A1 |
| Устройство для временного обогащения топливовоздушной смеси,подаваемой карбюратором | 1984 |
|
SU1400514A3 |
| КАРБЮРАТОР ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ С НАГРЕВАТЕЛЕМ БЕНЗИНА | 2003 |
|
RU2328617C2 |
| Клапан топливной камеры карбюратора для двигателя внутреннего сгорания | 1981 |
|
SU1280165A1 |
| СЕКЦИОННЫЙ ЛАМЕЛЬНЫЙ ТЕПЛООБМЕННИК | 1993 |
|
RU2072490C1 |