1
Изобретение относится к монтажным работам при прокладке пластмассовых трубопроводов, оно может найти применение при сварке труб из термопластов.
Известно устройство для контактной сварки термопластов, содержащее зажимы с бобышками, шарнирно установленные на клещеобразнь х рычагах, соединенных между собой осью. Устройство снабжено установлен.ной в отверстиях бобышек направляющей пе-. ремещения рычагов. Недостатком этого устройства является то, что оно не обеспечивает контроля сварочного давления и фиксапии рычагов в рабочем, положении, что отрицательно сказывается на качестве сварки 1.
Наиболее близкими из известных к предлагаемым являются клещи для контактной сварки труб из пластмасс, содержащие щарнирно соединенные между собой рычаги, иа одном конце которых на осях шарнирно закреплены хомуты, установленные на направляющей, проходящей через оси хомутов, дополнительный рычаг, шарнирно закрепленный на одном из основных рычагов, связанный
с динамометром и через реечно-храповое соединение и фиксатор - с другим рычагом 2. Эти клещи характеризуются значительной погрешностью в измерении контактного давления, так как оно выполняется косвенно. Кроме того, устройство не позволяет фиксировать рычаги в любом месте из-за шагового перемещения фиксатора вследствие чего ухудшается качество сварки.
Известные устройства не обеспечивают без дополнительной перестройки разные кон;тактные давления при сварке одного и того же стыка трубы, когда при оплавлении торцов необходимо одно давление, а при сварке - другое.
Цель изобретения - повысить качество сварки. Эта цель достигается тем, что один из рычагов предлагаемых клешей снабжен размещенным в пазу рычага подвижным в плоскости, перпендикулярной оси хомута, вкладышем, взаимодействующим с осью хомута и динамометром, а направлягощая одним концом жестко закреплена в оси рычага с подвижным вкладышем н другим концом взаимодействует с размещенным в па-
ЗУ второго рычага фиксатором, снабженным приводным поводком и пружиной возврата. Такое выполнение клешей повысит качество шва за счет исключения напряженного состояния сварного шва при остывании, так ка хомуты имеют свободное перемещение в направлении усадки сварного шва.
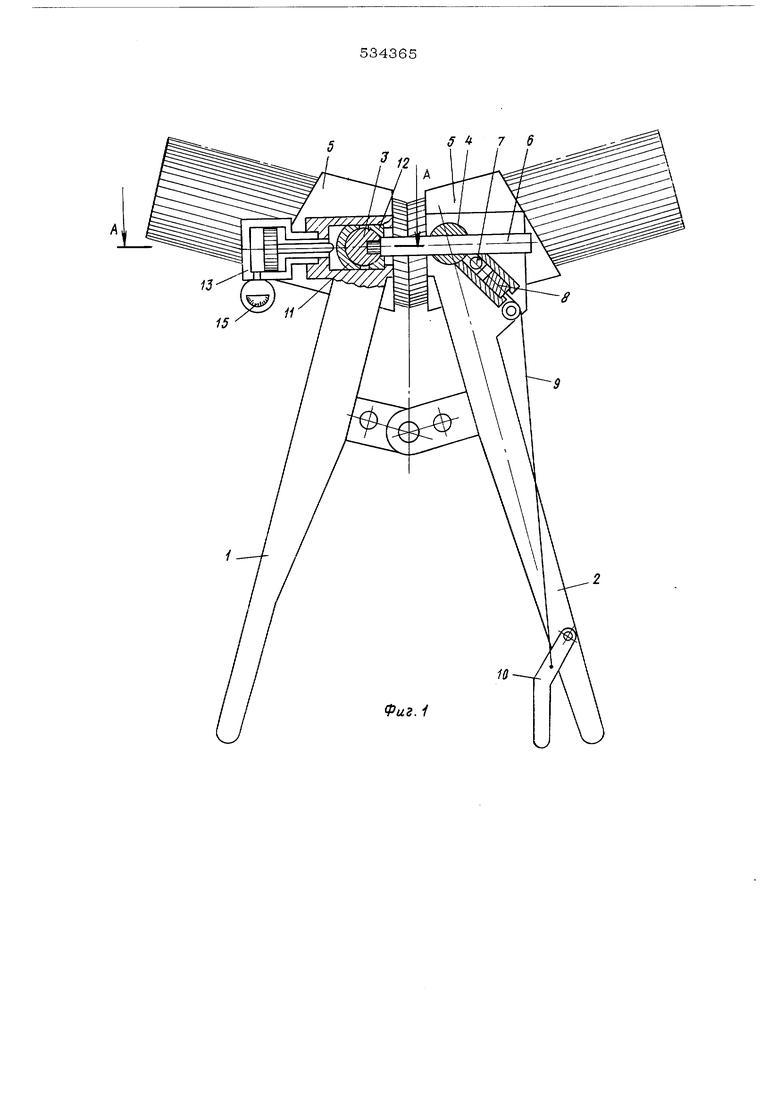
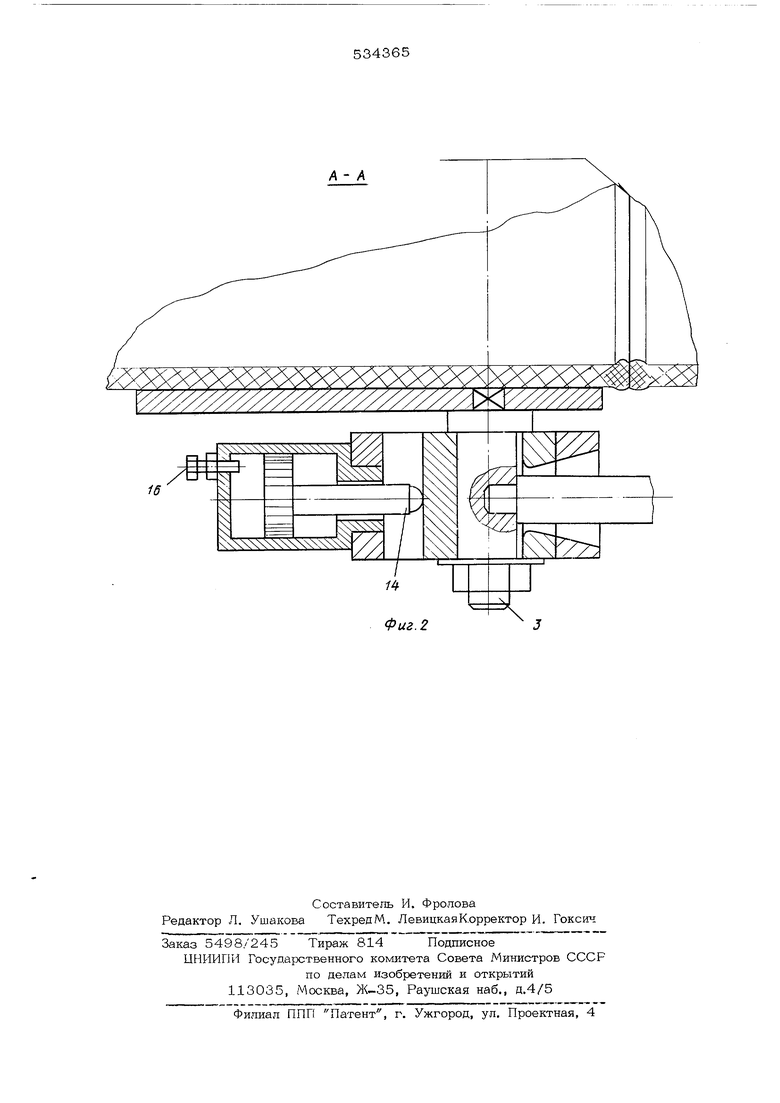
На фигД изображено предлагаемое устройство, обший вид; на фиг. 2 - разрез по А-А на фиг.1 (узел фиксации в разрезе).
Клещи содержат шарнирно соединенные между собой рычаги 1 и 2, на одном конце которых на осях 3 и 4 щарнирно закреплены хомуты 5, установленные на направляющей 6, причем один конец направляющей закреплен в оси 3 рычага 1. В пазу рычага 2 установлен самотормозящийся фиксатор 7 с пружиной возврата 8 и приводным поводком 8, закрепленным на рукоятке 10, щарнирно укрепленной на рычаге 2. Рычаг 1 выполнен с пазом, в котором размещены ось 3 и взаимодействующие с ней вкладыши 11 и 12, причем вкладып 11 выполнен подвижт-ым в плоскости, перпендикулярной оси 3, хомута 5. На рычаге 1 жестко закреплен динамометр 13 с наконечником 14, взаимодействуюшим с вкладышем 11, и с указателем 15 усилия давления. Динамометр снабжен аретиром 16,
Клеши работают следующим образом.
Аретиром 16 производят тарировку указателя 15 так, чтобы при холостом перемещении рычагов 1 и 2 он указывал нулевое давление. В зажимные хомуты 5 устанавливают свариваемые трубы и производят торцовку их свариваемых плоскостей и оплавление.
При всех этих операциях рукояткой 10 с приводным поводком 9 выводят фиксатор
7из контакта с направляющей 6. После оплавления торцов свариваемых труб их сдавливают, освобождая при этом рукоятку 10, Фиксатор 7 под действием пружины 8 входит в контакт с направляющей 6, обеспечивая последней и связанному с ней хомуту 5 свободное перемещение влево, стопоря это перемещение вправо. При сдавливании торцов труб реакгшя усилия сдавливания через ось 3 передается на подвижный вкладыш 11, Перемещение вкладыша
11 в пазу Вочево передается через наконечник 14 динамометру 13, указатель 15 которого покажет требуемое усилие сварки,
8этот момент прекращают приложение усилия на рычаги 1 и 2, и они остаются в этом положении, так как направляющая 6
застопорена фиксатором 7. Аналогично контролируется давление и при оплавлении труб. Таким образом, любое контактное давление при оплавлении или сварке устанавлива:-от бесступенчато при любом положении сварного щва относительно зажимных хому тов 5, что обеспечивает высокое качество сварки.
При остывании сварного шва вследствие значительной линейной усадки, присущей термопластам, дополнительные напряжения в шве не возникают, так как хомуты 5 имеют возможность свободно перемешаться к плоскости сварки. При сварке под углом, вследствие того, что угол наклона торцов зажимных хомутов 5 идентичен углу наклона плоскости сварки к оси свариваемых труб, плечо от плоскости сварки до точки опоры в зажимных хомутах 5 можно получить беспредельно малым, исключив тем самым изгибающий момент от этого плеча и его действие на свариваемые трубы, что также повышает качество сварки. Кроме того, благодаря переменной точке взаимного вращения рычагов клещи можно использовать при сборке фланцевых соединений пластмассовых труб, когда требуется контролируемое усилие стяжки.
Формула изобретения
Клещи для контактной сварки труб из пластмасс, содержащие щарнирно соединенные между собой рычаги, на одном конце которых на осях щарнирно закреплены хс муты, установленные на направляющей, проходящей через оси хомутов, фиксатор и динамометр, жестко закрепленный на одном из рычагов, отличающиеся тем, что, с целью повышения качества сварки, один из рычагов снабжен размешенным в его пазу подвижным в плоскости, перпендикулярной оси хомута, вкладышем, взаимодействующим с осью хомута и динамометром, а направляющая одним концом жестко закреплена в оси рычага с подвижным вкладышем и другим концом взаимодействует с размещенным в пазу второго рычага фиксатором, снабженным приводным поводком и пружиной возврата.
Источники информацииJпринятые во внимание при экспертизе:
1.Авторское свидетельство СССР j 214792, кл. В 29 С 27/02, 1966.
2.Авторское свидетельство СССР №338401, кл. В 29 С 27/02, 197О-прэтэтип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Клещи для контактной сварки труб из термопластов | 1977 |
|
SU642190A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1281436A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1115910A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ СВАРКИ ТЕРМОПЛАСТИЧНЫХЗАГОТОВОК | 1972 |
|
SU338401A1 |
| Устройство для сборки пластмассовых труб под сварку под углом | 1980 |
|
SU967755A1 |
| Устройство для контактной сварки труб из термопластов | 1980 |
|
SU912524A1 |
| Установка для сварки пластмассовых труб | 1983 |
|
SU1141006A1 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU876472A1 |
| Устройство для сварки труб из термопластов | 1985 |
|
SU1364491A1 |
| Установка для контактной сварки пластмассовых труб | 1976 |
|
SU650824A1 |