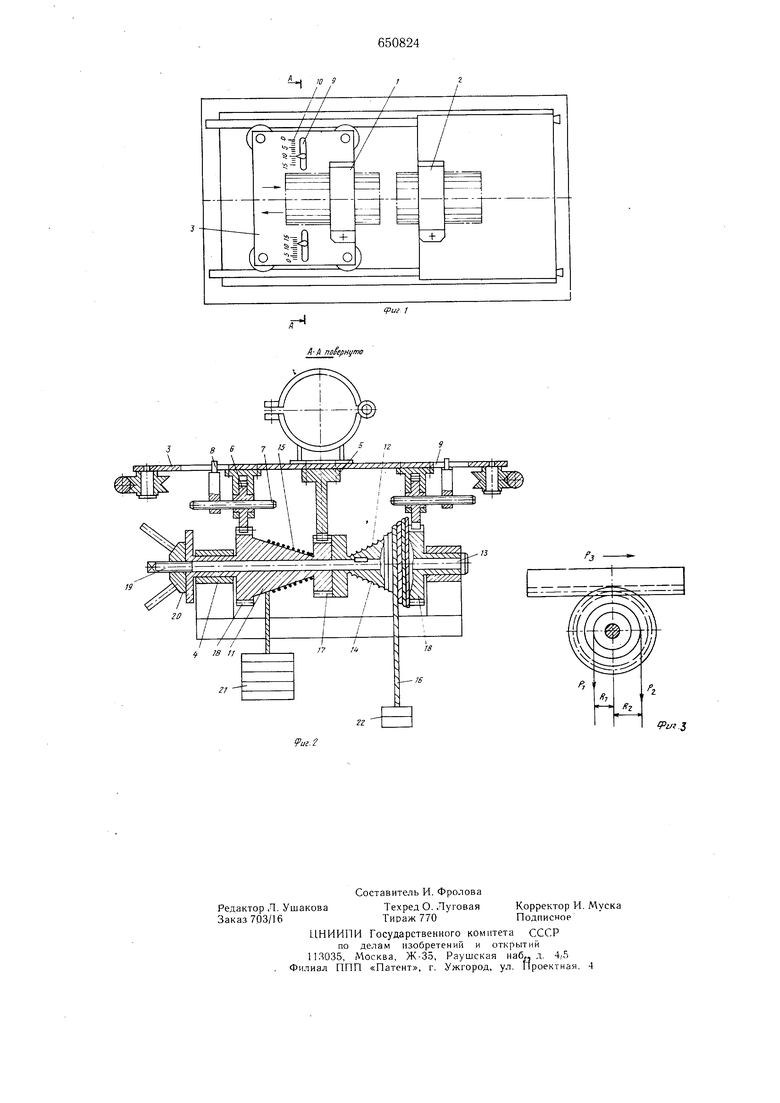
Изобретение относится к устройствам для контактной сварки пластмассовых труб, оно может найти применение при монтаже технологическкх трубопроводов. Известна установка для контактной сварки труб, в которой механизм прижима труб друг к другу выполнен в виде наружных штанг, являюш,ихся штоками силовых цилиндров 1. Недостатком его является сложность учета силы трения манжет о стенки цилиндра в зависимости от давления, поэтому воз.можна значительная погрешность в действительном значении усилия сварки. Известна также установка для контактной сварки, содержащая подвижный и неподвижный зажимные хомуты, нагревательный диск и механизм создания силового давления, связанный через зубчато-реечную передачу с подвижным хомутом 2. Эта установка наиболее близкая к предлагаемой. В известной установке невозможно создать постоянное по величине усилие сварки. Подг жим труб происходит при взаимодействии профильного кулачка с рычагом, который под действием противовеса поворачивается на некоторый угол и через кулачок, вал, рейку и тяги передает усилие на подвижный хомут, при этом при повороте рычага с противовесом изменяется угол наклона рычага и, следовательно, величина равнодействуюш,ей силы от веса груза, т. е. величина сварочного давления переменна. Кроме того, применение рычажной системы с противовесом не обеспечивает требуемый диапазон перемеш.ения хомута при переходе от сварки труб одного типоразмера к другому. Цель изобретения - повышение качества сварного соединения. Указанная цель достигается тем, что механизм создания сварочного давления выполнен в виде соосно расположенных на общей оси вращения конических роликов с разнонаправленными канавками, в которых размещены тросы, одним концом жестко закрепленные на роликах, а другим-соединенные со свободно висящим грузом. Сущность изобретения поясняется чертежами. На фиг. представлено предлагаемое устройство, общий вид; на фиг. 2 - раарез А-Афиг. 1; на фиг. 3 - силовая схема устройства. Установка для контактной сварки содержит зажимные хомуты 1 и 2, один из которых установлен на передвижной каретке 3, механизм 4 создания сварочного давления и нагревательный диск (на чертеже не.показан). На каретке 3 закреплены рейки 5, шестерни 6 с винтом 7 и указателем 8, перемещающимся в пазу 9, со щкалой 10. Механизм 4 создания сварочного давления выполнен в виде двух конических роликов 11 и 12, соосно расположенных на общей оси 13 вращения. На роликах 11 и 12 выполнены разнонаправленные винтовые канавки 14; в которых размещены тросы 15 и 16, одним концом жестко закрепленные на роликах. Ролик 11 жестко соединен с зубчатым венцом 17, входящим в зацепление с рейкой 5. Зубчатый венец 18, выполненный на роликах 11 и 12, входит в зацепление с щестерней 6. Ролик 12 жестко закреплен на оси 13, а ролик 11 - подвижно при помощи винта 19 и гайки 20. На свободных концах тросов 15 и 16 установлены грузы 21 и 22. Разность от веса закрепленных на них грузов 21 и 22 равна рабочему давлению сварки. Конусность ролика 12 больще конусности ролика II. Устройство работает следующим образом. В зависимости от диаметра свариваемых труб и толщины стенки определяют требуе.мое усилие сварки по заранее составленным таблицам и осуществляют настройку установки на требуемый технологический режим: освобождают гайку 20, вращают винт 19 с осью 13 и роликом 12, который передает вращение находящейся с ним в зацеплении шестерни 6 и перемещение винту 7 с указателем 8 усилия, создаваемого грузом 22. Затем расцепляют торцы роликов 11 и 12 и, удерживая винт 19 и жестко соединенный с ним ролик 12, свободно вращают за фланец ролик 11. При этом передается вращение находящейся с ним в зацеплении щесгерне 6 и перемещение винту 7 с указателем 8 усилия, создаваемого грузом 21, - происходит намотка троса 15. Сумма разнонаправленных крутящих моментов, создаваемых грузом 21 на плече Кг и грузом 22 на плече-Ri, создает результирующий крутящий момент на зубчатом венце 17, который передает движение рейке 5 и связанной с ним каретке 3 и, хомуту 1. Этот результируюп1ий крутящий момент создает силу Р, являющуюся необходимым усилием для сварки. Далее стопорят гайкой 20 винт 19 и ролик 11, который, сцепляясь торцом с роликом 12, создает единый механизм создания усилия сварки в виде аккумулятора энергии от свободно висящих грузов. Сварку труб производят следующим образом. В хомуты 1 и 2 устанавливают трубы, между торцами труб помещают нагреватель (на чертеже не показан) и оплавляют торцы. Затем, вынув нагреватель, производят осадку труб. Ноджим торцов труб осуществляют при перемещении подвижной каретки 3 за счет наличия результирующей силы РЗ, при. этом трос 15 сматывается с ролика 11, а трос 16 наматывается на ролик 12. Так как конусность ролика 12 больше конусности ролика 11, скорость изменения длины плеча Ra приложения силы РЗ при размотке троса 15 меньще скорости изменения длины плеча RJ приложения силы PI при на.мотке троса 16 на ролик 12. Разность крутящих моментов от действия этих сил будет постоянной и будет создавать результирующий суммарный крутящий момент усилия сварки независимо от положения подвижной каретки 3 относительно сварного стыка. Это усилие сохраняется и при остывании стыка, когда идет термоусадка. Таким образом, установка позволяет создать постоянное усилие сварки как в процессе самой сварки, так и в процессе термоусадки, причем это усилие имеет прямолинейную характеристику в процессе всего сварочного цикла, что при упрощении конструкции установки и без подвода энергии для создания сварочного усилия извне за счет аккумулирования ее в свободно подвещен«ых грузах улучщает качество сварки. Формула изобретения Установка для контактной сварки пластмассовых труб, содержащая подвижный и неподвижный зажимные хомуты, нагревательный диск и механизм создания сварочного давления, связанный через зубчатореечную передачу с подвижным хомутом, отличающаяся тем, что, с целью повыщ.ения качества сварного соединения, механизм создания сварочного давления выполнен в виде соосно расположенных на общей оси вращения конических роликов с разнонаправленными канавками, в которых размещены тросы, одним концом жестко закрепленные на роликах, а другим-соединенные со свободно висящим грузом. Источники информации, принятые во внимание при экспертизе 1.Патент Англии № 1405395, кл. В 3 R, 02.09.76. 2.Авторское свидетельство ЛЬ 461838, кл. В 29 с 27/02, 1968.
(о Wr
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки труб | 1981 |
|
SU994275A1 |
| Устройство для контактной сварки пластмассовых труб | 1981 |
|
SU1006253A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 1992 |
|
RU2021092C1 |
| Станок для контактной сварки пространственных арматурных каркасов | 1983 |
|
SU1143549A1 |
| Устройство для контактной сварки труб из термопластов | 1984 |
|
SU1229066A1 |
| Кантователь | 1981 |
|
SU963780A1 |
| Устройство для контактной сварки труб из термопластов | 1985 |
|
SU1286427A1 |
| СИСТЕМЫ И СПОСОБЫ, ИСПОЛЬЗУЕМЫЕ ПРИ СВАРКЕ ОТРЕЗКОВ ТРУБЫ В ТРУБОПРОВОДЕ | 2017 |
|
RU2750760C2 |
| Устройство для орбитальной обработки неповоротных стыков и торцов труб | 2018 |
|
RU2696984C1 |
| МАШИНА ДЛЯ СБОРКИ И РОЛИКОВОЙ СВАРКИ СОТОВЫХ | 1969 |
|
SU251112A1 |
nalefHijno
