усилие, составляющее 0,5 от суммарного усилия пружин, размещенных в сопряженной с ней гильзе. На стакане нодвижного зажимного хомута установлен указатель 28 относительного перемещения гильзы и стакана. При перемещении зажатых в хомутах
труб обеспечиваются точное совмещение торцов труб больщого диаметра и синхронное перемещение толкателей, за счет чего достигается постоянство задаваемых усилий и перемещений в ходе технологического процесса. 2 з. п. ф-лы, 3 ил.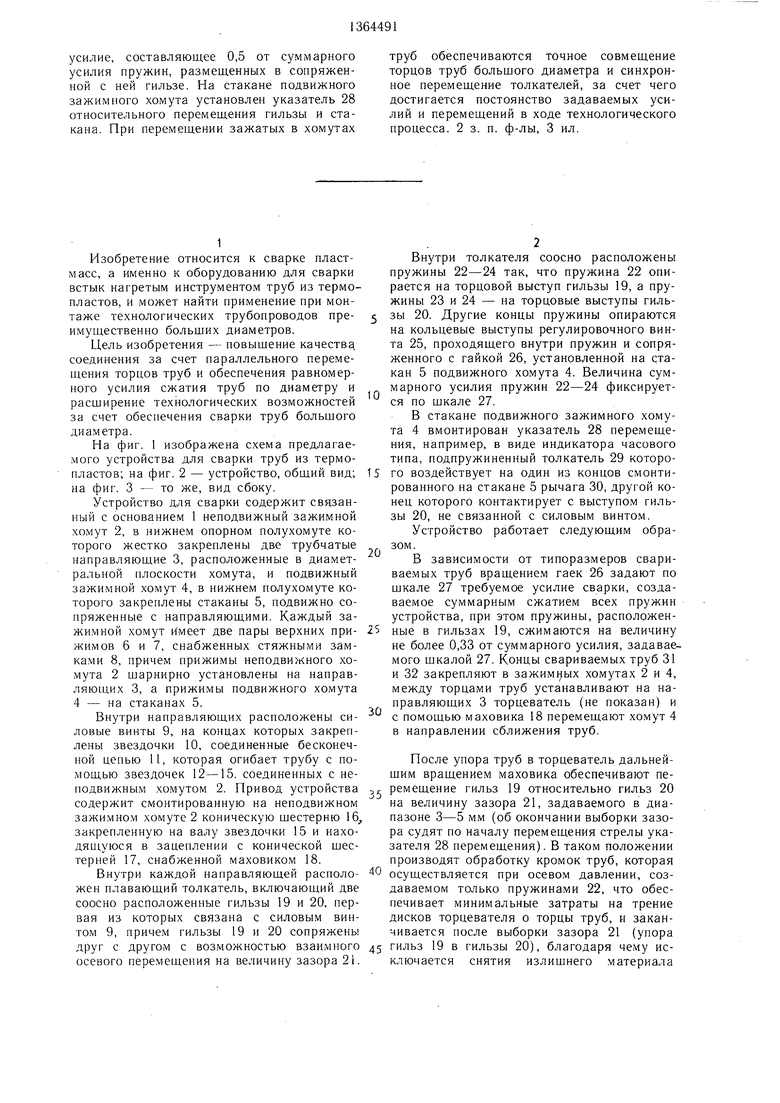
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки труб из термопластов | 1989 |
|
SU1694410A1 |
| Устройство для сварки труб из термопластов | 1987 |
|
SU1549774A1 |
| Устройство для контактной сварки труб из термопластов | 1981 |
|
SU956283A1 |
| Устройство для сварки труб из термопластов | 1982 |
|
SU1065230A1 |
| Устройство для сварки пластмассовых труб | 1981 |
|
SU1024289A1 |
| Устройство для сварки пластмассовых труб | 1990 |
|
SU1819224A3 |
| Устройство для сварки труб из термо-плАСТОВ | 1979 |
|
SU827307A1 |
| Устройство для сварки пластмассовых труб | 1986 |
|
SU1451046A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАСТМАССОВЫХ ТРУБ | 2006 |
|
RU2314923C1 |
| Устройство для сварки труб | 1972 |
|
SU462723A1 |

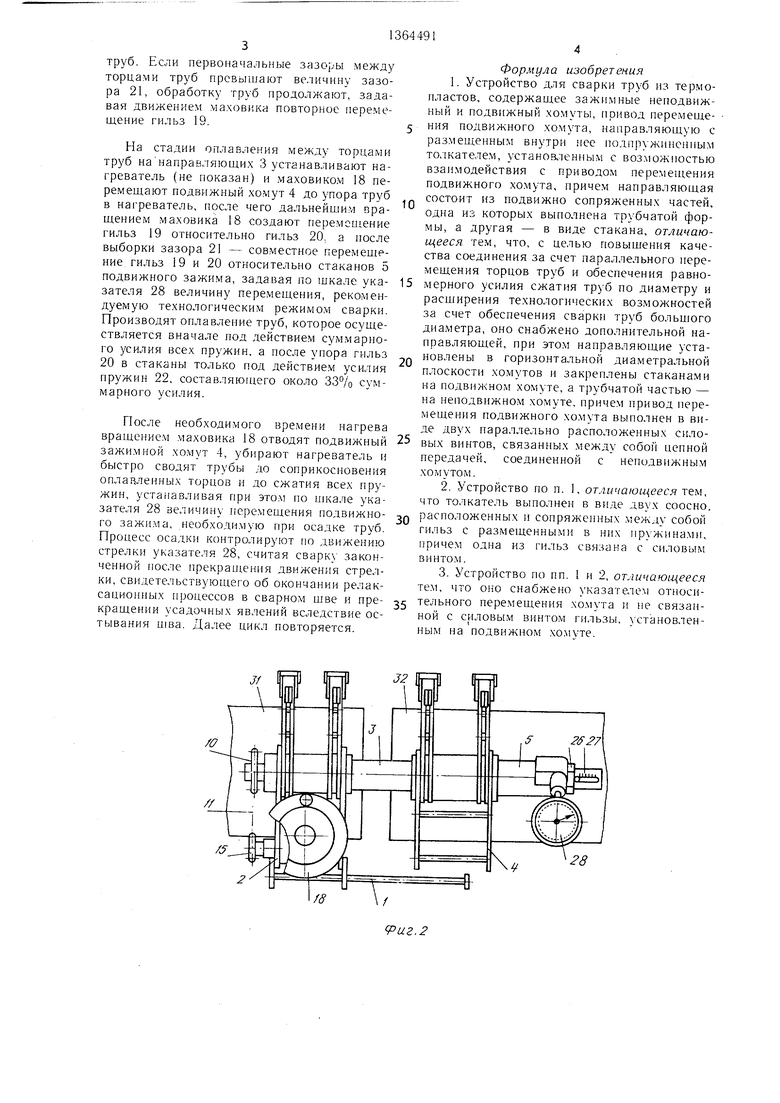
Изобретение относится к устройствам для сварки пластмасс, а и.менно к оборудованию для сварки встык нагретым инструментом труб из термопластов, и может найти применение при монтаже технологически.х трубопроводов преимущественно больших диаметров. Цель изобретения - повышение качества соединения за счет параллельного пере.мещения торцов труб и обеспечения равп номерного усилия сжатия труб по диаметру и расширение технологических возможностей за счет обеспечения сварки труб большого диаметра. Устройство для сварки труб из термопластов содержит неподвижный 2 и подвижный 4 зажимные хомуты, трубчатые направляющие 3, установленные в горизонтальной диаметральной плоскости хомутов 4 в которых расположены приводные винты 9. Приводные винты снабжены огибающей трубу бесконечной цепью 11, установленной на неЛодвижном зажимном хомуте. Каждый приводной винт 9 кинематически связан с толкателем, выполненным в виде двух соос- но расположенных и сопряженных друг с другом с возможностью ограниченного осевого пере.мещения гильз 19 и 20. внутри которых размещены пружины 22, 23 и 24 и регулировочный винт. При этом пружины одними конца.ми соединены с выступами гильз, а другими - с выступа.ми регулировочного винта 25, соединенного со стаканом 5 подвижного зажимного хомута 4. Пружина 22, размешенная в гильзе 19. связанной с приводным винтом 9, выполнена на (Л СО 05 4: 4 СО
1
Изобретение относится к сварке пластмасс, а именно к оборудованию для сварки встык нагретым инструментом труб из термопластов, и может найти применение при монтаже технологических трубопроводов пре- имупдественно больщих диаметров.
Цель изобретения - повыщение качеству соединения за счет параллельного перемещения торцов труб и обеспечения равномерного усилия сжатия труб по диаметру и расщирение технологических возможностей за счет обеспечения сварки труб больщого диаметра.
На фиг. 1 изображена схема предлагаемого устройства для сварки труб из термопластов; на фиг. 2 - устройство, общий вид; на фиг. 3 - то же, вид сбоку.
Устройство для сварки содержит связанный с основанием 1 неподвижный зажимной хомут 2, в нижнем опорном полухомуте которого жестко закреплены две трубчатые направляющие 3, расположенные в диаметральной плоскости хомута, и подвижный зажимной хомут 4, в нижнем полухомуте которого закреплены стаканы 5, подвижно сопряженные с направляющими. Каждый зажимной хомут Имеет две пары верхних при- жимов 6 и 7, снабженных стяжными замками 8, причем прижимы неподвижного хомута 2 щарнирно установлены на направляющих 3, а прижимы подвижного хомута 4 - на стаканах 5.
Внутри направляющих расположены силовые винты 9, на концах которых закреплены звездочки 10, соединенные бесконечной цепью 11, которая огибает трубу с по- .ющью звездочек 12-15. соединенных с неподвижным хомутом 2. Привод устройства содержит смонтированную на неподвижном зажимном хомуте 2 коническую щестерню 16, закрепленную на валу звездочки 15 и находящуюся в зацеплении с конической щес- терней 17, снабженной маховиком 18.
Внутри каждой направляющей располо- жен плавающий толкатель, включающий две соосно расположенные гильзы 19 и 20, первая из которых связана с силовым винтом 9, причем гильзы 19 и 20 сопряжены друг с другом с возможностью взаимного осевого перемещения на величину зазора 21.
Внутри толкателя соосно расположены пружины 22-24 так, что пружина 22 опирается на торцовой выступ гильзы 19, а пружины 23 и 24 - на торцовые выступы гильзы 20. Другие концы пружины опираются на кольцевые выступы регулировочного винта 25, проходящего внутри пружин и сопряженного с гайкой 26, установленной на стакан 5 подвижного хомута 4. Величина суммарного усилия пружин 22-24 фиксируется по щкале 27.
В стакане подвижного зажимного хомута 4 вмонтирован указатель 28 перемещения, например, в виде индикатора часового типа, подпружиненный толкатель 29 которого воздействует на один из концов смонтированного на стакане 5 рычага 30, другой конец которого контактирует с выступом гильзы 20, не связанной с силовым винтом.
Устройство работает следующим образом.
В зависимости от типоразмеров свариваемых труб вращением гаек 26 задают по щкале 27 требуемое усилие сварки, создаваемое суммарным сжатием всех пружин устройства, при этом пружины, расположенные в гильзах 19, сжимаются на величину не более 0,33 от суммарного усилия, задаваемого щкалой 27. Концы свариваемых труб 31 и 32 закрепляют в зажимных хомутах 2 и 4, между торцами труб устанавливают на направляющих 3 торцеватель (не показан) и с помощью маховика 18 перемещают хомут 4 в направлении сближения труб.
После упора труб в торцеватель дальней- щим вращением маховика обеспечивают перемещение гильз 19 относительно гильз 20 на величину зазора 21, задаваемого в диапазоне 3-5 мм (об окончании выборки зазора судят по началу перемещения стрелы указателя 28 перемещения). В таком положении производят обработку кромок труб, которая осуществляется при осевом давлении, создаваемом только пружинами 22, что обеспечивает минимальные затраты на трение дисков торцевателя о торцы труб, и заканчивается после выборки зазора 21 (упора гильз 19 в гильзы 20), благодаря чему исключается снятия излишнего материала
труб. Если первоначальные зазоры между торцами труб превышают величину зазора 21, обработку труб продолжают, задавая движением маховика повторное fiepeMe- дение гильз 19.
На стадии оплавления между торцами труб на направляющих 3 устанавливают нагреватель (не показан) и маховиком 18 перемещают подвижный хомут 4 до упора труб в нагреватель, после чего дальнейшим вращением маховика 18 создают перемещение гильз 19 относительно гильз 20, а после выборки зазора 21 - совместное перемещение гильз 19 и 20 относительно стаканов 5 подвижного зажима, задавая по шкале указателя 28 величину перемещения, рекомендуемую технологическим режимом сварки. Производят оплавление труб, которое осуществляется вначале под действием суммарного усилия всех пружин, а после упора гильз 20 в стаканы только под действием усилия пружин 22, составляющего около 33% суммарного усилия.
После необходимого времени нагрева вращением маховика 18 отводят подвижный зажимной хомут 4, убирают нагреватель и быстро сводят трубы до соприкосновения оплавленных торцов и до сжатия всех пружин, устанавливая при этом по указателя 28 величину перемещения подвижного зажи.ма, необходимую при осадке труб. Процесс осадки контролируют но движению стрелки указателя 28, считая сварку законченной после прекращения движения стрелки, свидетельствующего об окончании релаксационных процессов в сварном щве и прекращении усадочных явлений вследствие остывания шва. Далее цикл повторяется.
Л7
0
5
0
5
0
5
Формула изобретения . Устройство для сварки труб из термопластов, содержаплее зажимные неподвижный и подвижный хомуты, привод перемещения подвижного хомута, направляющую с размещенным внутри нее подпружиненным толкателем, установленным с воз.можностью взаимолчействия с приводом перемещения подвижного хомута, причем направляющая состоит из подвижно сопряженных частей, одна из которых выполнена трубчатой формы, а другая - в виде стакана, отличающееся тем, что, с целью повышения качества соединения за счет параллельного перемещения торцов труб и обеспечения равномерного усилия сжатия труб по диаметру и расщирения технологических возможностей за счет обеспечения сварки труб большого диаметра, оно снабжено дополнительной направляющей, при этом направляющие установлены в горизонтальной диаметральной плоскости хомутов и закреплены стаканами на подвижном хомуте, а трубчатой частью - на неподвижном хомуте, причем привод перемещения подвижного хомута выполнен в виде двух параллельно расположенны.х силовых винтов, связанных между собой цепной передачей, соединенной с неподвижным хомутом.
28
(Риг.2
/J
.з
7
Ю
| Устройство для сборки под сварку труб | 1976 |
|
SU563298A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для сварки труб | 1972 |
|
SU462723A1 |
| Солесос | 1922 |
|
SU29A1 |
