1
Изобретение относится к устройствам для нанесения гальванических покрытий.
Известно устройство для нанесения гапьBai-шческих покрытий, содержащее источник литания, ванну, токоподводящую штангу и установленный на корпусе ванны токолод вод, выполненный в виде расположенных под углом один к другому поворотных секгоров с цилиндрическими поверхностями 1.
Известен также автомат для нанесения гальванических покрытий, содерл ащий источник питания, ванны для электрохимической обработки с токоподводом и электро дами, автооператор и контактное устройство 2. Однако эти устройства не обеспе4iiBaJOT высокое качество покрытий, так как автооператор гальваноавтомата плавно в течение некоторого времени перемещает детали в электролит гальванической ванны при отсутствии тока через эту ванну, поскольку ток через гальваническую ванну возникает только тогда, когда токоподводящая штанга контактирует с токоподводами. Отсутствие тока через гальваническую ван;г,, и через детали вызывает контактное
осаждение покрывающего металла на покрываемом или растворение покрываемого металла, что ухудшает качество покрытия.
Цель изобретения - повышение качества покрытия. Это достигается тем, что контактное устройство выполнено в виде шины, расположенной на корпусе каждой ванны и токосъемника, укрепленного на автоопера- торе.
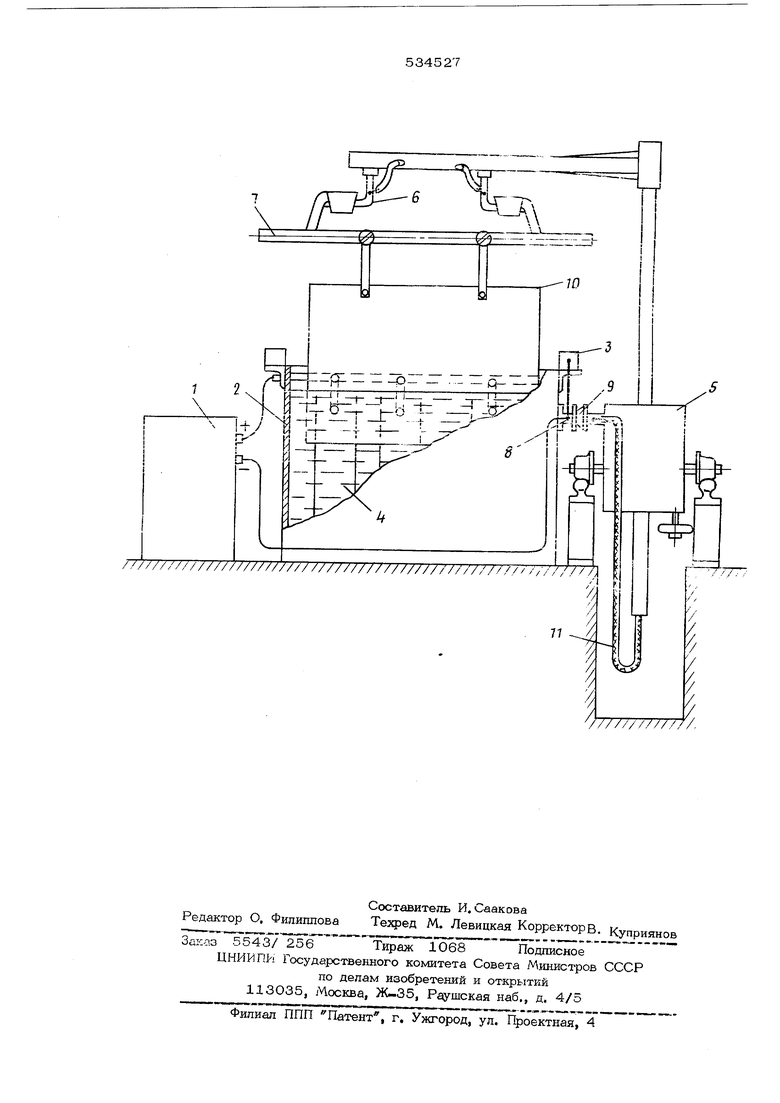
На чертеже изображен автомат, обший вид.
ABTOiviaT состоит из источника питания 1 ванны 2, токоподвода 3, электродов 4, автооператора 5 с подхватом 6, токопод- водящей штанг-и 7 и контактного устройства, выполненного в виде щкны 8 и токосъемника 9.
В процессе работы при нахождении подхватов 6 в верхнем положении источник питания 1 с автоматическим регулятором плотности тока подключен к электродам 4 и к токоподБодам 3 ванлы 2. При этом потенциал, возникший на токоподводах 3, передается на детали 1О по последовательной электрической цепи, токоподвод 3,шина 8, токосъемник 9, гибкий кабель 11, подхваты 6; токоподводяшая штанга 7. При загрузке гальванической ванны 2, т.е. при опускании деталей 10 в электролит, через эту ванну проходит ток. Ток через гальваническую ванну растет по мере погружения деталей в электролит, а плот ность тока на деталях поддерживается постоянной при помощи источника питания с автоматическим регулятором плотности тока. Когда штанга 7 ляжет в токоподводы 3, то при дальнейшем опускании подхватов 6 произойдет их расцепление с токоподводяшей штангой,детали 10 полностью погрузятся в электролит, через ванну будет протекать номинальный ток, обусловленный заданной плотностью тока и площадью повер ности деталей. При разгрузке гальванической ванны, т.е при движении подхватов 6 автооператора 5, вначале подхвать законтактируют с штангой 7, а при дальнейшем движении подхватов вверх токоподводяшая штанга расцепляется с токоподводами 3. При этом ток через ванну не исчезает, а уменьшается с умень шением площади деталей 10 в электролиге ванны. Когда детали полностью выйдут из электролита, ток через ванну прекратится. Таким образом, при загрузке и разгруз1$;е ав:v:TTepaTopOM ванны через эту ванну про- хсли;- электрический ток при нахождении детйпей в электролите. Величина этого тока зависит от площади деталей, находяшихся в электролите. Такое безразрывное электропитание деталей повышает качество их покрытия. Формула изобретения Автомат для нанесения гальванических покрытий, содержаидай источник питания, ванны для электрохимической обработки с токоподводами и электродами, автооператор, токоподводяшую штангу и контактное устройство, отличающийся тем, что, с целью повышения качества покрытия, контактное устройство выполнено в виде шины, расположенной на корпусе каждой ванны и соединенной с токоподводами,и токосъемника, укрепленного на автооператоре. Источники информации, принятые вг, вни мание при экспертизе; 1.Авторское свидетельство СССР №331122, М.кл С 23 I 5/72, 197 О. 2.Автороское свидетельство СССР №378551, М.кл, С 2365/68, 1965.
f - -
M -OM
--irfe
1+y 1
грг:г
/
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для нанесения гальванических покрытий | 1980 |
|
SU943339A2 |
| Установка для нанесения гальванических покрытий | 1982 |
|
SU1033582A1 |
| Установка для нанесения гальванических покрытий | 1983 |
|
SU1113433A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Установка для нанесения гальванических покрытий | 1985 |
|
SU1276689A1 |
| Устройство для электролитического покрытия деталей | 1981 |
|
SU977521A1 |
| Устройство для нанесения гальвани-ческих покрытий на мелкие детали | 1974 |
|
SU509666A1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Устройство для нанесения гальваническихпОКРыТий HA МЕлКиЕ дЕТАли | 1980 |
|
SU846608A1 |
| Устройство для химико-гальванической обработки деталей | 1979 |
|
SU939600A1 |
77
.
t;
