Изобретение относится к устройствам для гальванических покрытий.
По основному авт. св. № 534527 известен автомат для нанесения гальванических покрытий, содержащий источник питания, ванны для электрохимической о аботки с токоподводами и электродами, автооператор, токоподводящую штангу и контактное устройство, причем контактное устройствовыполнено в виде шины, распо.поженной на корпусе каждой ванны и соединенной с токоподводами, и токосъемника, укрепленного на автооператоре f l Однако источник питания гальванической ванны оказывается включенным при отсутствии контакта обрабатываеюлх деталей с электролитом, что в некоторых случаях является недопустимым или требует дополнительной установки балластного сопротивления, что -в свою очередь, приводит к увеличению непроизводительных потерь мощности, т.е. к снижению экономичности и надежности устройства в целом.
Цель-изобретения - повышение экономичности и надежности устройства.
Поставленная цель достигается тем, что автомат, для нанесения гальванических покрытий, содержащий источник
питания, ванны для электрохимической обработки с токоподводами и электродами, автооператор, токоподводящую штангу и контактное устройство, причем контактное устройство выполнено в виде шины, расположенной на корпусе каждой ванны и соединенной с токоподводам, и токосъемника, укрепленного на автооператоре, снабжен датчиком наличия электрической цепи, датчиком снижения величины тока источника питания до минимума и блоком управления включением источника питания, прчем входы датчика наличия электрической цепи соединения с выходами источника питания, а выходы датчика наличия электрической цепи и датчика снижения величины тока источника питания до минимума соединены с входом блока управления включением источника питания.
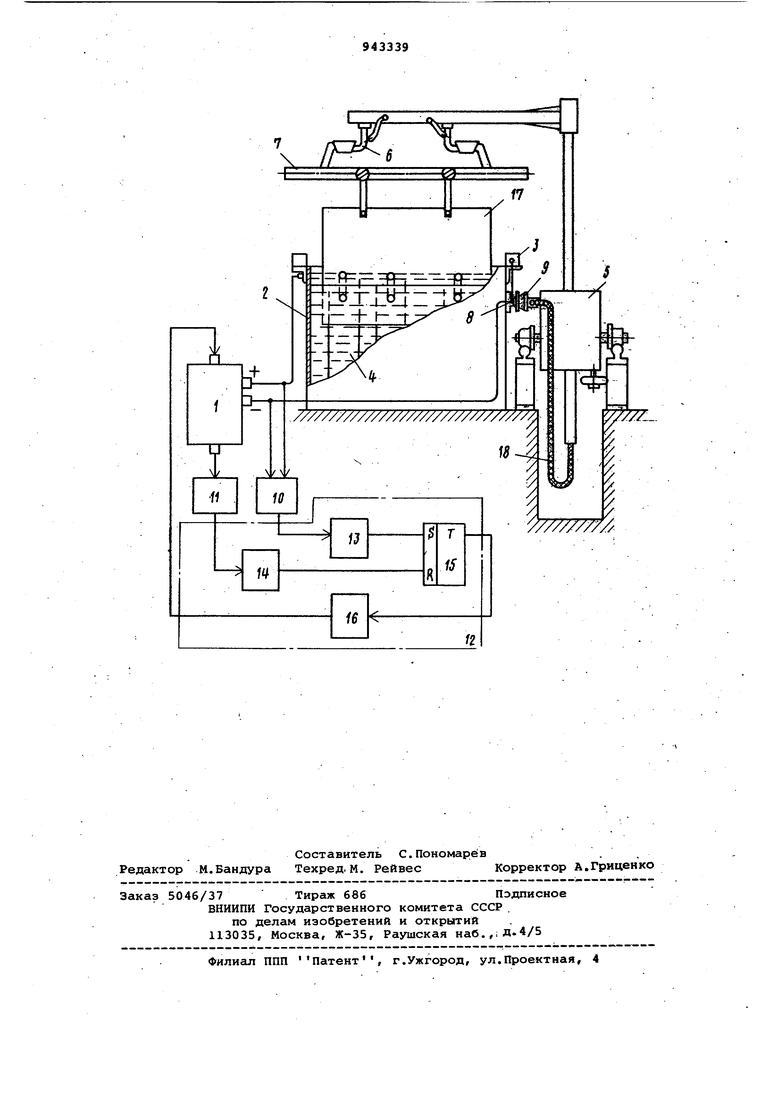
На чертеже представлена структурная схема устройства.
Автомат состоит из источника питания 1 с автоматическим регуляторомплотности тока, ванны 2, токоподвода 3, электродов 4, автооператора 5 с подхватом 6, токоподводящей штанги 7, контактного устройства, выполненного в виде шины 8 и токосъемники 9, датчика 10 мёличия электрической цепи, датчика 11 снижения величины тока не точника питания до минимума и блока 12 управления включением источника ритания, содержащего схемы 13 и 14 выделения переднего Фронта/Йб-триггер 15, , исполнительное устройство 16, а также детали 17 и гибкого кабеля 18.
В процессе работы при нахождении подхватов б в верхнем положении 0 тбчник питания 1 с автоматическим регулятором плотности тока отключен от электродов 4 и токоподводов 3 ванны 2 поскольку отсутствуют сйгналыТс датчика 10 наличия электрической це- 15 пи и/ следовательно, с датчика 11 снижения величины тока источника питания до минимума в блок 12 управления включением источника питания.
При загрузке гальванической ванны 2Q 2,т.е.при опускании деталей 17 в электролит, срабатывает датчик 10 наличия электрической цепи, сигнал с выхода которого поступает в блок 12 управления включением источника пита- 25 НИН, через схему 13 выделения переднего фронта - на триггер 15, который через исполнительное устройство 16 подключает источник питания 1 с автоглатическим регулятором плотности то- к электродам 4 и к токоподводам 3 гальванической ванны 2. Через эту ванну проходит ток по цепи: + источника питания, электроды 4, обрабатываемые детали 17, токоподводящая штанга 7, подхваты 6, гибкий кабель 18, токосъемник 9, шина 8,- источника питания.
Ток через гальваническую ванну растет по мере погружения деталей в электролит, а Ш1от н6сть тока на деталях 40 .поддерживается постоянной при помощи источника питания с автоматическим регулятором плотности тока. Когда штанга 7 ляжет в токоподводы 3, то при дальнейшем опускании подхватов 45 б происходит их расцепление с токоподводящей штангой 7, детали 17 полностью погружают в электролит, через ванну протекает номинальный ток, обусловленный заданной плотностью тока и зО площадью поверхности детали.
При разгрузке гальванической ванны 2 , т.е. при движении подхватов 6
автроператоров 5, вначале подхваты законтактируют с штангой 7, а при дальнейшем движении подхватов б вверх токоподводящая штанга 7 расцепляется с токоподводами 3. При этом ток через ванну, уменьшается с уменьшением площади деталей 17 в электролите ванны до величины, определяемой технологическим процессом в данной гальванической ванне, после чего, на выходё датчика 11 снижения величины тока источника питания до минимума появляется сигнал, поступающий в блок 12 управления включением источника питания, через схему 14 выделения переднего фронта - на вход Я RS-тригера 15, на выходе которого исчезает сигнал, который идет на исполнительноеустройство 16, что приводит к отключению источника питания 1 от электродов 4 и токоподводов 3 гальванической ванны 2.
Таким образом, источник питания гальванической ванны оказывается подключенным к ее электродам и токоподводам начиная с момента касания деталями электролита при загрузке ванны и до момента снижения тока источника питания до минимума, определяемого технологическим процессом в данной гальванической ванне, при разгрузке ванны.
Формула изобретен1:1я
.Автомат для нанесения гальванических покрытий .по/ авт. св. 534527, отличающийся тем, что, с целью повышения экономичности и надежности, он снабжен датчиком наличия электрической цепи, датчиком снижения величины тока источника питания до минимума и блоком управления включением источника питания, причем входы датчика наличия электрической цепи соединены.с выходами источника пита-. ния7 а выходы датчика наличия электрической цепи и датчика снижения величины тока источника питания.до минимума соединены с входами блока управления включением источника питания.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР , 534527, кл. С 25 21/12, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий | 1982 |
|
SU1033582A1 |
| Установка для нанесения гальванических покрытий | 1983 |
|
SU1113433A1 |
| Автомат для нанесения гальванических покрытий | 1975 |
|
SU534527A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Установка для нанесения гальванических покрытий | 1985 |
|
SU1276689A1 |
| УСТАНОВКА ДЛЯ ГАЛЬВАНОХИМИЧЕСКОЙ ОБРАБОТКИ | 1991 |
|
RU2023766C1 |
| Установка для нанесения гальванических покрытий | 1987 |
|
SU1434004A1 |
| Система управления многопроцессной линией гальванопокрытий | 1982 |
|
SU1063870A2 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Способ поддержания уровня нагреваемого электролита ванны, работающей "под током" | 2016 |
|
RU2632727C2 |