1
Изобретение относится к оборудованию для электрохимической обработки металлов и может быть использовано при нанесении гальванических покрытий на детали с внутренними по- верхностями на автоматизированном оборудовании с использованием АСУТП.
Целью изобретения является расширение области применения установки и повышения технологических возможностей.
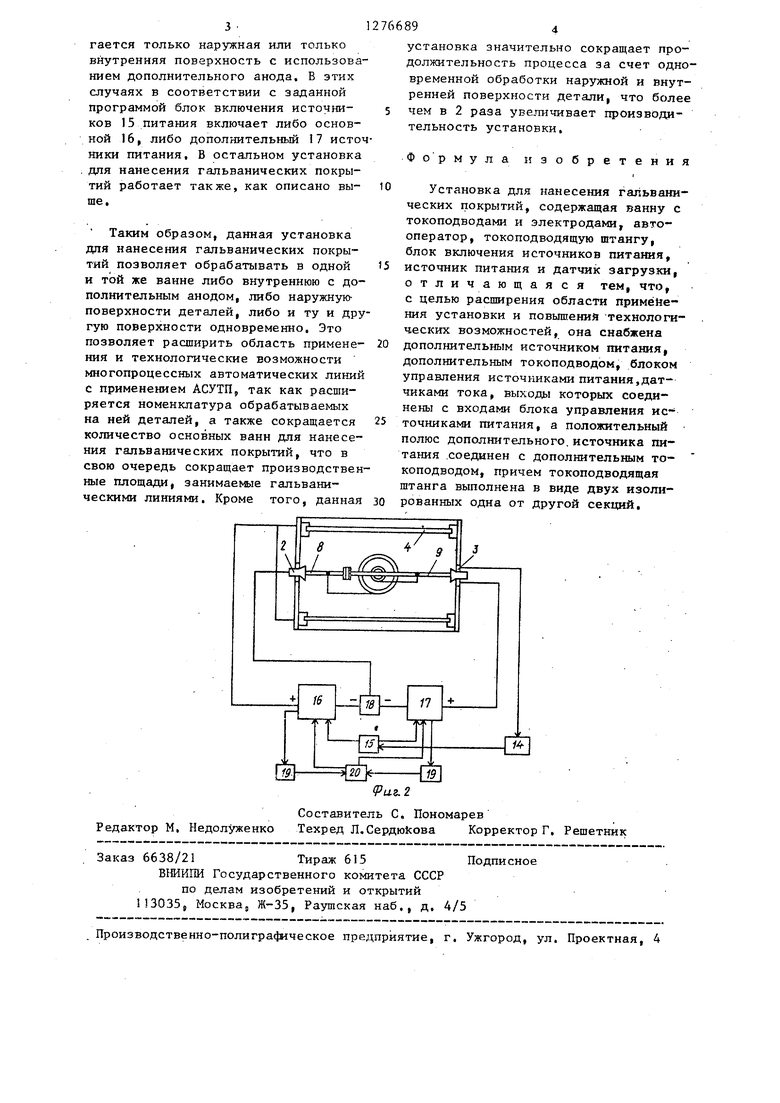
На фиг, 1 изображена установка, общий вид; на фиг. 2 - структурная схема установки для нанесения галь- ванических покрытий,
Установка для нанесения гальванических покрытий состоит из гапь- ва1гаческой ванны 1 с основным токо- подводом 2 и дополнительным токопод водом 3, анодными пшнами 4 и электродами 5, автооператора 6 с захватами 7, с помощью которых переносится токоподводящая штанга, состоящая из секций 8 и секции 9, соединенных между собой при помощи фланцев 10 через диэлектрическую прокладку 11, и на которую завешиваются детапь 12 и дополнительньй анод 13. Дополнительный токоподвод 3 через датчик загрузки 14 связан с блоком включения источников 15 питания, сое.динен ным с основным 16 и дополнительным 17 источниками питания, причем поло жительный полюс основного источника 16 питания подключен к анодным шинам 4, положительный полюс дополнительного источника 17 питания подключен к дополнительному токоподвод 3, а отрицательные полюса обоих ис- точников питания через блок 18 развязки подключены к основному токоподводу 2. Источники питания через датчики 19 тока связаны с блоком управления источниками 20 питания.
Установка для нанесения гальванических покрытий в случае обработки наружной и внутренней поверхности деталей работает следующим образом.
Автооператор 6 в соответствии с заданной программой опускает токо- подводящую штангу в ванну 1, причем деталь 12 завешивают таким образом, чтобы она бьша соединена с секцией 8 токоподводящей штанги, а дополнительный анод 13 с секцией 9 токоподводящей штанги. По мере опускания токоподводящая штанга ложится
в токоподводы ванны, причем секция
8штанги, к которой подсоединена деталь 12 ложится в основной токоподвод 2, связанный с отрицательным полюсом источника питания, а секция
9штанги, соединенная с дополнительным анодом, ложится в дополнительный токоподвод 3 ванны 1, который связан с положительным полюсом дополнительного источника 17 питания. При этом датчик . 14 загрузки срабатывает и подает сигнал в блок включения источников 15 питания, который включает основной 16 и дополнительный 17 источники питания, причем положительный потенциал основного ис- точник-а питания подается к анодным шинам 4 и далее на электроды 5, положительный потенциал дополнительного источника питания подается к дополнительному токоподводу 3 и далее через секцию 9 токоподводящей штанги к дополнительному аноду 13, а отрицательный потенциал обоих источников питания через блок 18 развязки, устраняющий взаимное воздействие источников питания друг на друга, подается к основному токоподводу 2 и далее через секцию 8 токоподво- дящей штанги - к покрываемой детали 12.
Токи, проходяшле между электродами 5 и наружной поверхностью детали 12, а также между дополнительным анодом 13 и внутренней поверхностью детали 12, в зависимости от величины покрываемой поверхности и расстояния могут значительно отличаться друг от друга, поэтому источники питания снабжены датчиками 19 тока, которые фиксируют истинное значение силы тока в цепи и выдают соответствую 1(ий сигнал на блок управления источниками 20 питания, В блоке управления истинное значение силы тока сравнивается с заданным значением и в случае отличия между ними с блока управления поступает команда иа соответствующий источник питания и производится корректировка величины силы тока до заданного значения что обеспечивает , получение качественного покрытия одновременно как на наружной, так и на внутренней поверхности обрабатываемой детали.
Данная установка позволяет татске накосить гальваническое покрытие на детали, у которых обработке подвер-гается только наружная или только внутренняя поверхность с использованием дополнительного анода, В этих случаях в соответствии с заданной программой блок включения источников 15 питания включает либо основной 16, либо дополнительный 17 источники питания, В остальном установка . для нанесения гальванических покрытий работает также, как описано выше,
Таким образом, данная установка для нанесения гальванических покрытий позволяет обрабатывать в одной и той же ванне либо внутреннюю с дополнительным анодом, либо наружную- поверхности деталей, либо и ту и другую поверхности одновременно. Это позволяет расширить область применения и технологические возможности многопроцессных автоматических линий с применением АСУТП, так как расширяется номенклатура обрабатываемых на ней деталей, а также сокращается количество основных ванн для нанесения гальванических покрытий, что в свою очередь сокращает производственные площади, занимаемые гальваническими линиями. Кроме того, данная
установка значительно сокращает продолжительность процесса за счет одновременной обработки наружной и внутренней поверхности детали, что более чем в 2 раза увеличивает производительность установки,
Фо рмула изобретения
Установка для нанесения гальванических покрытий, содержащая ванну с токоподводами и электродами, автооператор, токоподводящую штангу, блок включения источников питания,
источник питания и датчик загрузки, отличающаяся тем, что, с целью расщирения области примёЯе- ния установки и повышений технологических возможностей, она снабжена
дополнительным источником питания, дополнительным токоподводом, блоком управления источниками питания,датчиками тока, выходы которых соединены с входами блока управления ис
точниками питания, а положительный полюс дополнительного, источника питания .соединен с дополнительным то- коподводом, причем токоподводящая штанга выполнена в виде двух изолнрованных одна от другой секций.
Составитель С, Пономарев Редактор М, Недолуженко Техред Л,Сердю1сова Корректор Г, Решетник
Заказ 6638/21Тираж 615Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Установка для нанесения гальванических покрытий | 1982 |
|
SU1033582A1 |
| Установка для нанесения гальванических покрытий | 1983 |
|
SU1113433A1 |
| Автомат для нанесения гальванических покрытий | 1980 |
|
SU943339A2 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| Автомат для нанесения гальванических покрытий | 1975 |
|
SU534527A1 |
| Устройство для нанесения гальваническихпОКРыТий HA МЕлКиЕ дЕТАли | 1980 |
|
SU846608A1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
Изобретение относится к оборудованию для электрохимической обработки металлов. Цель изобретения - расширение области применения и повышение техноло1 ческих возможностей. Устройство содержит гальваническую ванну 1 с основным токоподводом 2 и дополнительным токоподводом 3, анодную шину 4, электроды 5, автооператор 6 с захватакш 7, токоподводящую штангу, состоящую из секций 8 и 9, фланец 10, прокладку 11, деталь 12, дополнительный анод 13, датчик загрузки, блок включения источников питания, основной и дополнительный источники питания, блок развязки, датчики тока, блок управления. Выходы датчиков тока соединены с входами блока управления, а положительный полюс дополнительного источника питания соединен с дополнительным токоподводом 3. Расширение области применения и повышение технологических возможностей достигаются введением в данное устройство дополнительных источника питания, токоподвода, блока управления, датчиков тока. Устройство позволяет обрабатывать в одной и той же ванне внутреннюю или наружную либо одновременно обе стороны детали. 2 ил. (Л ы tc а 05 00 со Pat.l
| Устройство для питания гальвани-чЕСКиХ BAHH | 1978 |
|
SU819232A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Установка для нанесения гальванических покрытий | 1982 |
|
SU1033582A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
