1
Изобретение относится к устройствам для непрерывного изготовления изделий из термопластичного листового материала, в частности чашевидных изделий, используе|мых в качестве временной ч-паковочной та-% 1ры, например, в пищевой промышленности.
Известен экструзионно-выдувной агре- гат для производства полых изделий кз тер1:мопластов, содержащий червячный процесс, установленную на направляющей форму с
механизмами смыкания и перемещения, и :выру6ной пресс. Однако известные агрегаты не обеспечивают получения равнотолщинных изделий иэ-за значительной деформации за Ьотовки за счет провисания полосы термопласта до захвата ее формой под действием собственного веса на участке между червячной головкой и формой.
Цель изобретения - уменьшение деформации заготовки до ее захвата формой. Эта цель достигается тем, что экструзионно-выдувной агрегат снабжен управляемым кле- шевым гзаготовки, а направляющие расположены пол уг-.том ЗО-вО к горизонтальной плоскости.
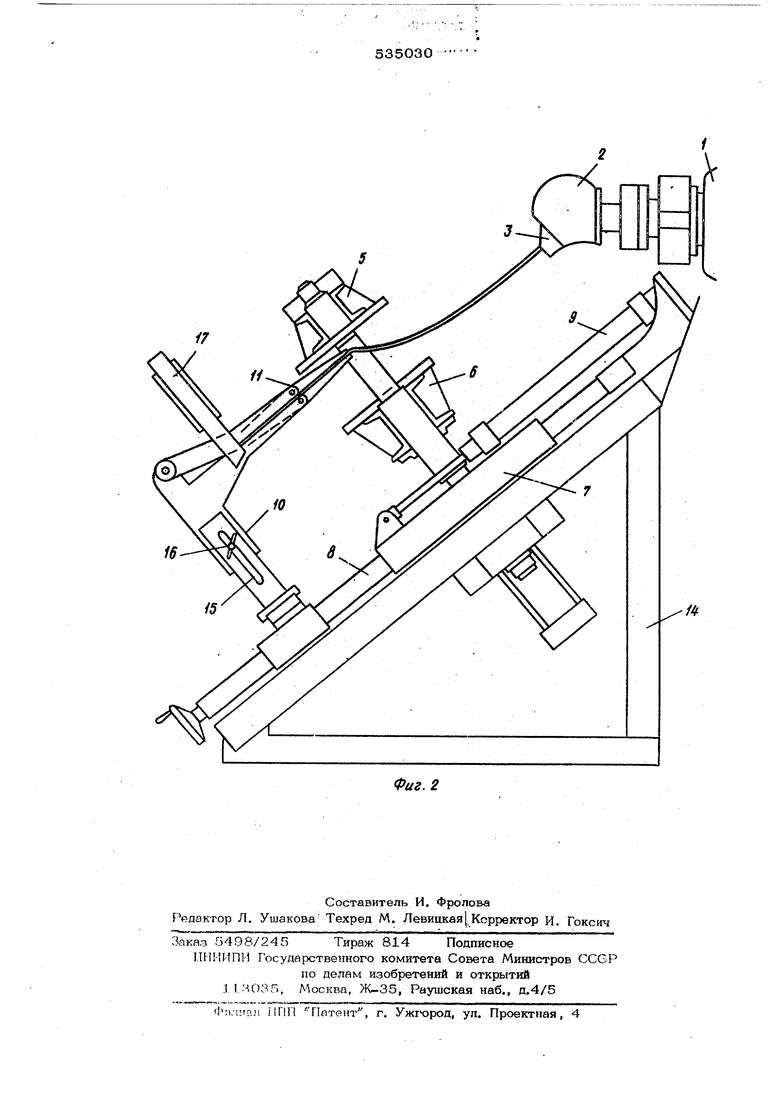
На фигД схематично изображен описыва 9мый агрегат, общий вид; на фиг.2 то же,; в увеличенном масштабу, без вырубного пресса.
Агрегат, выполненный согласно изобрел тению, содержит червячный пресс 1, имезоч 1тя& головку 2 с широким щелевым отверон ргием 3, Червячный пресс имеет -аагрузоч:ный бункер 4 для исходного термопластичного материала. За червячной головкой 2 ра |раэмещена пресс-форма, состоящая из Bepxf ||ней полуформы 5 и нижней полуформы, 6. ||форма размещена на каретке 7, которая |может срверщать возвратно-поступательное ;|движение вдоль наклонной направляющей 8 .Мри помощи силового цилиндра 9. У нижне|го края направляющей 8 на раме 10 смон|тирован клещевой захват 11 для зажима ;ПОлосы термопласта, За клещевым захватоМ установлен вырубной пресс 12, по выходе которого готовые изделия попадают в лоток 13.
Верхняя полуформа 5 снабжена механиз- ;мом смыкания (например, силовым пилинд- ipOM, на чертеже нез показантгым) и имеет
штуцер (на чертеже не показан) для подачи в форму сжатого воздуха. Нижняя попу- форма 6 содержит одно или несколько гнезд для формования.
Направляющая состоит из стержней, закрепленных на раме 14 под углом 30-60 к горизонтальной плоскости.
Положение клещевого захвата 11 на раме 10 по высоте регулируется при помощи прорези 15 и гаек 16. Захваты 11 могут перемещаться в обоих направлениях при
помощи цилиндра 17,
Агрегат работает следующим образом.
Из щелевого отверстия 3 головки 2 непрерывно поступает полоса термопласта. Форма цилиндром 9 подается в зону выхода полосы термопласта непосредственно к щелевому отверстию головки 2. Полуформы 5 и 6 смыкаются и зажимают при этом полосу термопласта. Одновременно с этим силовой цилиндр 9 начинает перемещать форму вниз по наклонной направляющей 8 со скоростью, по меньшей мере равной скорости подачи полосы термопласта, выпускаемого червячным прессом 1. Во время этого движения полоса термопласта подвергается формованию за счет подачи сжатого воздуха в форму. После окончания формования полосу термопласта охлаждают,
При прохождении формы, перемещаемой силовым цилиндром 9 по наклонной направляющей 8, расстояния, при котором концы клещевого захвата 11 достигают участка полосы термопласта, находящегося за , форма останавливается и захват 11 смыкается при помощи цилиндра 17 и захватывает края полосы термопласта на участке, находящимся за формой. Как только захват 11 зажмет край полосы термопласта,
форма открывается и быстро возвращается в первоначальное положение,
Во время обратного движения формы червячный пресс 1 продолжает подавать полосу термопласта и, так как захват на этом этапе зажимает полосу термопласта, на полосе образуется небольщое провисание, причем участок полосы термопласта, расположенный ближе к червячному прессу, более прямой, так как провисание начинается только у концов захвата 11, Это объясняется наклонным движением полосы термопласта, а также тем, что плоскость, в которой размещены концы захвата, параллельна полости, проходящей через щелевое отверстие головки 2.
Следовательно, формование изделия осуществляется на сравнительно прямом участке полосы термопласта.
При раскрытии захвата 11 и при захвате термопластичной полосы формой для очередного формования изделия, отформованные во время предшествующего этапа, поступают в вырубной пресс 12, Далее цикл повторяется.
Формула изобретения
Экструзионно-выдувной агрегат для производства полых изделий из термопластов, содержащий червячный пресс, установленную на направляющих форму с механизмами смыкания и перемещения, и вырубной пресс, отличающийся тем, что, с целью уменьщения деформации заготовки до ее захвата формой, он снабжен управляемым клещевым захватом заготовки, а направляющие расположены под углом 3G-60 к горизонтальной плоскости.
Фиг. 1
Фиг. 2