Изобретение относится к переработке пластмасс, а именно к конструкциям агрегатов для непрерывного изготовления полых выдувных изделий, например, типа бутылок из термопластов, формуемых в движущихся формах.
Цель изобретения - повышение качества изделий за счет увеличения времени формования горловины изделия на ниппеле.
Нафиг.1 схематически показан агрегат, вид сверху; на фиг.2 и 3 - кинематические схемы одной половины формующего устройства; на фиг.4 - разрез А-А на фиг.1; на
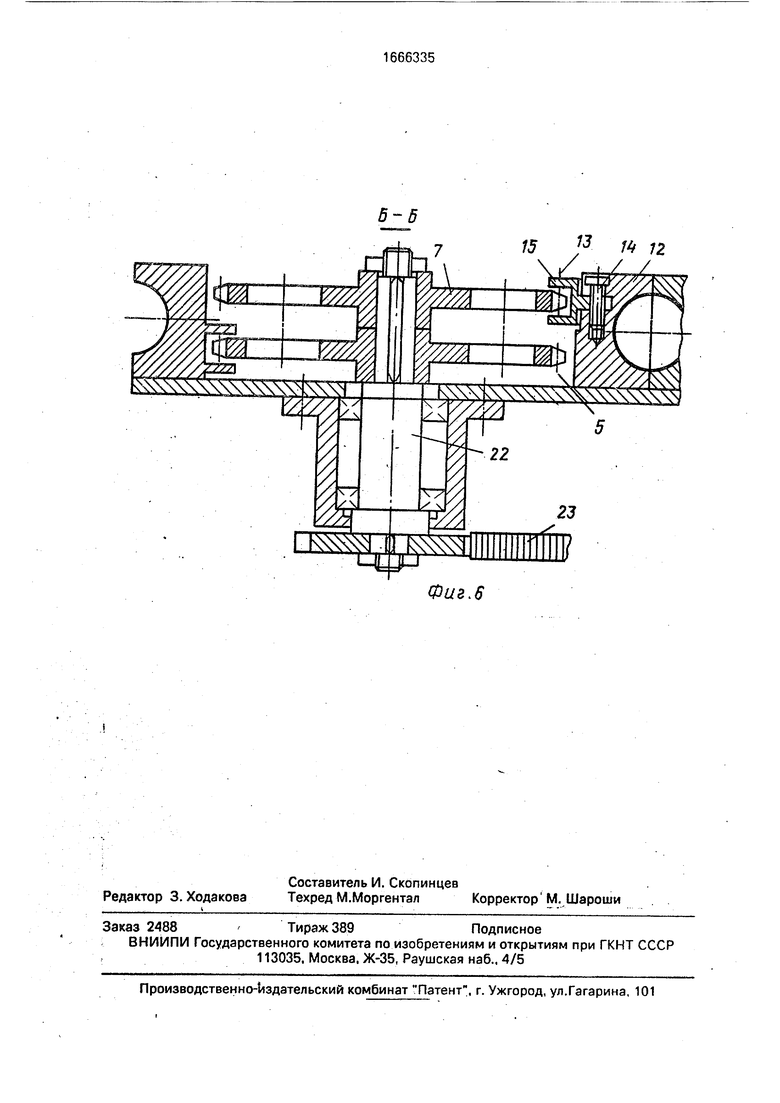
фиг.5 - узел I на фиг. 1; на фиг.6 - разрез Б-Б на фиг.1.
Агрегат для изготовления полых изделий содержит экструдер 1. экструзионную головку 2 с дорном 3, соосно с которым установлен ниппель 4 для подачи сжатого воздуха. Формующее устройство выполнено в виде основных цепей 5 и 6, связанных с приводом из перемещений через ведущие звездочки 7 и ведомые звездочки 8. На основных цепях 5 и 6 шарнирно закреплены полуформы 9, каждая из которых выполнена в виде ряда секций 10-12 для формования горловины, середины и донышка изделия.
О
о о со со
СП
Первая по ходу движения секция 12 предназначена для формования донышка, а последняя секция 10 - для формования горловины. Дополнительные цепи 13распо- ложены параллельно основным цепям 5. На 5 звеньях дополнительных цепей 13 размещены дополнительные шарниры 14 для крепления секций 12 посредством каретки 15. Направляющие звездочки 16 и 17 установлены с возможностью взаимодействия 10 соответственно с основными цепями 5 и 6 и дополнительными цепями 13. Дополнительные цепи 13 связаны с приводом основных цепей 5 и 6. Количество звеньев дополнительных цепей 13 выбрано равным количе- 15 CTBV звеньев основных цепей 5 и 6. Секции , 12 полуформ 9 установлены с шагом, равным длине аксиальных секций 10, 11 полуформ 9, направляющие звездочки 17 смещены относительно направляющих 20 звездочек 16 на расстояние, выбранное в пределах 1-2 длин секций полуформ 9. Ниппель 4 выполнен удлиненным и является продолжением дорна 3. Воздух на раздув экструзионной заготовки подается через 25 штуцер 18 и клапан 19, управляемый кулач- ком 20, установленный на одной из секций полуформ 9 (в.данном случае на секции 11). В дорне 3 и ниппеле 4 выполнено отверстие 21 для подачи воздуха. Ведущие звездочки 30 7 посажены на валу 22 и получают вращение от зубчатой передачи 23.
Агрегат работает следующим образом.
Расплав полимера из экструдера 1 (фиг.1) через экструзионную головку 2 вы- 35 двигается по ниппелю 4 (фиг,5) в виде экструзионной заготовки 24, конец которой захватывается секциями 12 полуформ 9, формующими донышко изделия, и заваривается ими. При дальнейшем синхронном 40 движении секций 10-12 и зкструзионной заготовки 24 последняя зажимается и уплотняется секциями 10, формующими горловину изделия, на ниппеле4, а кулачок 20 нажи- мает на клапан 19 и подает сжатый воздух 45 через отверстие 21 на раздув зкструзионной заготовки 24. Отформованное изделие / вместе с соответствующей полуформой 9 уходит и процес повторяется.
Основные цепи 5 и 6 и дополнительные 50 цепи 13 на участке формования перемещаются по различным траекториям, так как направляющие звездочки 17 дополнительных цепей 13 смещены относительно направляющих звездочек 16 основных цепей 55 на расстояние 1-2 длин секций полуформ 9, а количество их звеньев одинаково.
Дополнительные шарниры 14 позволяют секциям 12 с одной стороны перемещаться вместе с секциями 10 и 11, а с другой
совершать движение по своим траекториям, благодаря такому взаимному расположению направляющих звездочек 16 и 17. Секции 12 полуформ 9 смыкаются дальше от экструзионной головки 2, чем секции 10, 11, так как установлены с шагом, равным их длине.
Это позволяет увеличить время формования горловины изделия на ниппеле 4. При этом при расстоянии между направляющими звездочками 16, 17 менее одной длины секции полуформ 9 невозможно получение положительного эффекта, так как время формования горловины изделия не увеличивается, а при расстоянии более двух длин имеет место большое расхождение в траекториях движения основных цепей 5 и 6 и дополнительных цепей 13, что ведет к браку изделия.
Технико-экономическое преимущество изобретения заключается в том, что оно позволяет повысить качество изготавливаемых изделий, которое в свою очередь дает возможность существенно (в 5-10 раз) увеличить призводительность при изготовлении полых выдувных изделий непрерывным процессом.
Формула изобретения Агрегат для непрерывного изготовления полых изделий из термопластов, содержащий экструдер, экструзионную головку с дорном, сйосно с которым установлен ниппель для подачи сжатого воздуха, формующее устройство, выполненное в виде основных цепей, связанных с приводом их перемещения и огибащих ведущие и ведомые звездочки, причем на звеньях основных цепей шарнирно закреплены полуформы, каждая из которых выполнена в виде ряда секций, первая из которых по ходу движения цепей - для формования донышка, а последняя - для формования горловины изделия, и кулачки для подачи сжатого воздуха, отличающийся тем, что, с целью повышения качества изделия за счет увеличения времени формования горловины изделия на ниппеле, формующее устройство снабжено дополнительными цепями, расположенными параллельно основным, дополнительными шарнирами, размещенными на звеньях дополнительных цепей для крепления секций полуформ для формования донышка изделия и направляющими звездочками основных и дополнительных цепей, установленными с возможностью взаимодействия с ними, причем дополнительные цепи связаны с приводом основных цепей, количество звеньев дополнительных цепей выбрано равным количеству звеньев
основных, секции полуформ для формова-пей смещены относительно направляющих
ния донышка установлены с шагом, равнымзвездочек основных цепей на расстояние,
длине остальных секций полуформ, а на-выбранное в пределах 1-2 длин секций полправляющие звездочки дополнительных це-уформ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для непрерывного изготовления полых изделий из термопластов | 1981 |
|
SU1014738A1 |
| Агрегат для непрерывного изготовления полых изделий из термопластов | 1990 |
|
SU1835352A1 |
| Ротационный экструзионно-раздувной агрегат | 1980 |
|
SU889449A1 |
| Роторный экструзионно-раздувной агрегат | 1990 |
|
SU1781068A1 |
| Экструзионно-выдувная машина для изготовления полых изделий из полимерного материала | 1988 |
|
SU1682198A1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| Устройство для экструзионно-раздувного формования изделий из термопластичных материалов | 1988 |
|
SU1684075A2 |
| Устройство для изготовления пластмассовых профильно-погонажных изделий переменного сечения | 1986 |
|
SU1344618A1 |
| Форма для изготовления изделий на экструзионно-выдувных агрегатах | 1988 |
|
SU1597288A1 |
| ЭКСТРУЗИОННО-РАЗДУВНАЯ ФОРМОВОЧНАЯ МАШИНА | 2001 |
|
RU2186683C1 |


Изобретение относится к переработке пластмасс и м.б. использовано для непрерывного изготовления полых выдувных изделий. Цель изобретения - повышение качества изделий за счет увеличения времени формования горловины изделия на ниппеле. Для этого агрегат содержит экструдер с головкой, дорн, ниппель, формующее устройство в виде основных и дополнительных цепей, установленных параллельно друг другу. На основных и дополнительных цепях шарнирно закреплены полуформы в виде ряда секций для формования горловины, середины и донышка изделия. Секции для формования донышка размещены на дополнительных цепях. Направляющие звездочки основных и дополнительных цепей смещены относительно друг друга на расстояние, выбранное в пределах 1 - 2 длин секций полуформ. При работе заготовка захватывается вначале секциями, формующими донышко, а затем остальными секциями. Основные и дополнительные цепи перемещаются по различным траекториям благодаря взаимному смещению направляющих звездочек. Т.к. секции для формования донышка смыкаются дальше от головки, чем остальные секции, то время формования горловины изделия на ниппеле увеличивается. Это ведет к повышению качества изделия. 6 ил.
№г/
Фиг. 2
ю со со
CD CD CD
:з .,, .„..,,,.,v,v 1
1&У/У
ч / /ч
I 1Шй.П Ь
В-Б
15 7J W 72
/ LJks
/////A
| V ///,
л N
X X
г/1
/ ч
5
t
22
23
Фиг.6
| Устройство для изготовления пластмассовых профильно-погонажных изделий переменного сечения | 1986 |
|
SU1344618A1 |
| Солесос | 1922 |
|
SU29A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Агрегат для непрерывного изготовления полых изделий из термопластов | 1981 |
|
SU1014738A1 |
| Солесос | 1922 |
|
SU29A1 |
