1
Изобретение -относится к области литейного производства. Устройство может быть использовано для получения литых короткозамкнутых клеток роторов электродвигателей.
Известны устройства для центробежной заливки роторов электродвигателей на литейных центробежных машинах с вертикальной осью вращения С 1преимущест1венным подводом металла в верхнее короткозамы-каюнд.ее кольцо. 1 и 2
Известно устройство для цантробежного литья с сифонным подводом металла, в котором металлоприемяиК состоит из вертикального конического стояка, образующего с формой общую кольцевую прибыль. 3 В этом устройстве размеры вертикального стояка ограничены размерами вставляемой Внутрь пакета железа лолой оправки, усложнена обрезка и выорессовывание литникового остатка. Кроме того, жидкий металл в заливочную чащу необходимо подавать либо вручную, либо с помощью онециального дозатора.
Цель изобретения - новыщение -производительности центробежных литейных мащин € вертикальной осью вращения и дозирование металла. Для этого в предлагаемом устройстве металлоприемнИК выполнен в виде емкости с патрубком в дне, обращенным внутрь емкости, и укреплен в нижней части литейной формы.
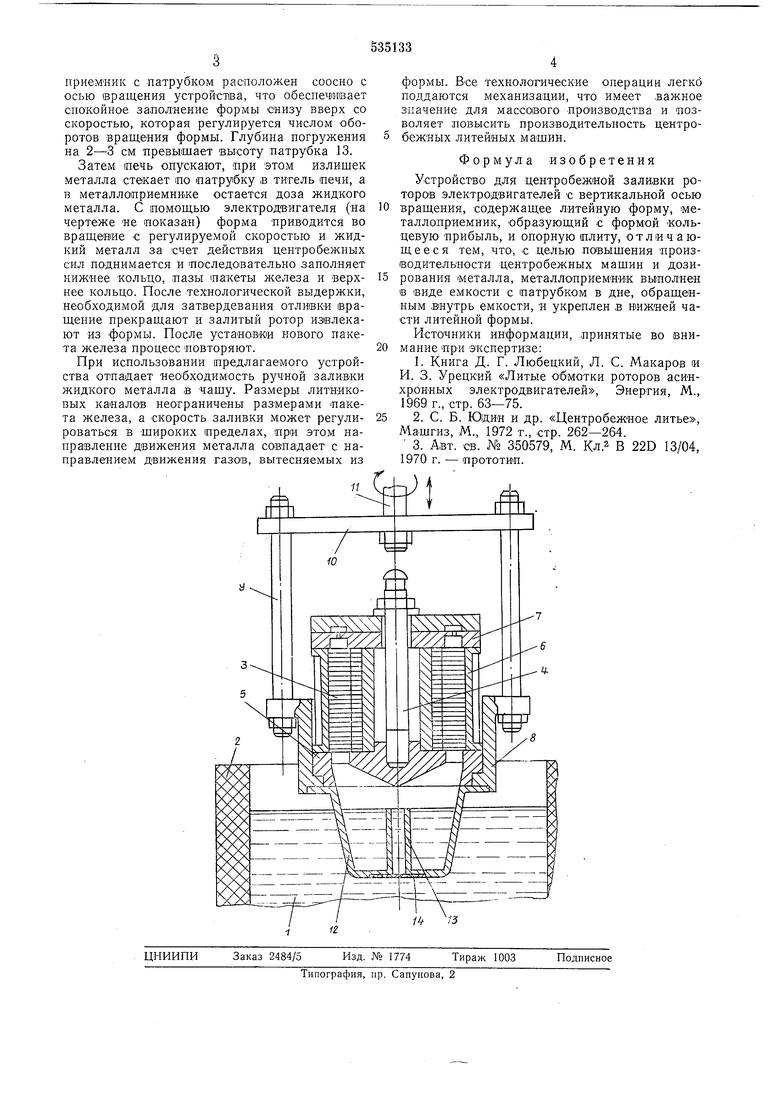
На чертеже показано описываемое устройство в разрезе.
Жидкий металл находится в тигле 1 раздаточной печи 2. Пакет железа ротора 3, набранный на оправку 4, установлен на нижнюю поло-вину формы 5 и закрыт сбоку кожухом 6, сверху полуформой 7. Нижняя половина формы установлена на опорной плите 8, соединепной с помощью тяг 9 и плиты 10 с вертикальным валом 11. К нижней части опорной плиты и нижней поЛОвине формы прикреплен металлоприемпик 12, выполненный в виде полой емкости с патрубком 13 в дне, обращенным внутрь емкости. Для предотвращения попадания внутрь емкости окисных плен и продуктов рафинирования металла входное отверстие патрубка 13 закрыто сеткой 14.
Заливку ротора с помощью данного устройства осуществляют следующим образом.
При перемещении раздаточпой печи 2 с тиглем 1 таверх металлоприемник 12 погружается в расплав и заполняется жидким металлом. О-бъем между степками патрубка 13 и емкости соответствует необходимой для данной
детали дозе. Величину этой дозы можно менять изменением высоты патрубка. Металлоприемник крепится к нижней части опорной плиты 8 и нижней половине формы 5. Этим обеспечивается подача металла в форму за
счет центробежных -сил снизу вверх. Металло
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582891A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1975 |
|
SU532467A1 |
| Способ получения отливок из дисперсно-упрочненных сплавов на основе алюминия или магния | 2018 |
|
RU2691826C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2006 |
|
RU2333072C2 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛИТЬЯ В ФОРМУ-КРИСТАЛЛИЗАТОР | 2013 |
|
RU2541267C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
