Изобретение относится к области литейного производства и может быть использовано для получения отливок повышенной плотности.
Известна машина для центробежного литья с вертикальной осью вращения, состоящая из формы, шпинделя с приводом вращения, затвором литниковых ходов со штоком, установленным внутри шпинделя и связанным с приводом, при этом затвор литниковых ходов выполнен в виде горизонтально установленных в форме стержней, шарнирно связанных посредством рычагов со штоком [1]
Недостатком является то, что перемещение верхней полуформы осуществляется дополнительным устройством с приводом, а выталкивание отливки производится вне машины на специальном оборудовании. Это усложняет технологический процесс.
Известна машина для центробежного литья с вертикальной осью вращения [2] принятая за прототип. Машина отличается тем, что она снабжена ползунами, фланцем с радиальными каналами и шарнирными тягами, а центробежные замки посредством шарнирных тяг, проходящих через сквозные окна шпинделя и полого штока затвора, соединены с ползунами, которые входят в радиальные каналы фланца, причем фланец соосно расположен внутри пустотелого штока затвора и посредством переходной муфты соединен с приводом вертикального перемещения, при этом ползуны выполнены с буртами, а радиальные каналы фланца с заплечиками.
Недостаток указанной машины состоит в том, что извлечение отливок, обрубка литников осуществляется на специальном оборудовании вне машины. А это существенно усложняет технологический процесс.
Целью предлагаемого устройства является упрощение технологического процесса.
Поставленная цель достигается тем, что машина для центробежного литья с вертикальной осью вращения, содержащая шпиндель, верхнюю и нижнюю полуформы, расположенный между ними ротор с оправкой, тягу, рычаг с грузом, в отличие от известной, снабжена дополнительным рычагом и парой подвижных упоров, попеременно взаимодействующих с каждым из рычагов и расположенных на осях зубчатых колес, которые связаны с парой зубчатых реек, жестко соединенных с ползуном, а тяга снабжена кулачком, расположенным соосно с ней и взаимодействующим через пальцы с прихватами, головки которых входят в канавку оправки.
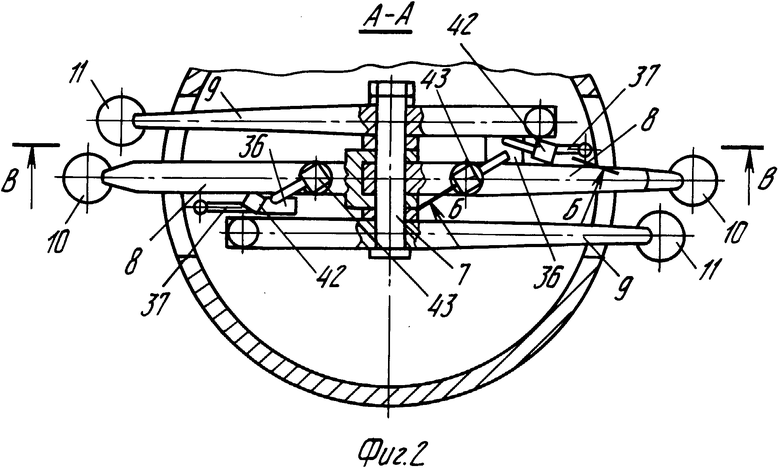
На фиг. 1 схематически представлен общий вид предлагаемой машины; на фиг. 2 разрез А А на фиг. 1; на фиг. 3 разрез Б Б на фиг. 2; фиг. 4 - разрез В В на фиг. 3; фиг. 5 узел 1 на фиг. 1.
Машина содержит шпиндельную бабку 1 со шпинделем 2, на котором закреплена планшайба 3. Планшайба 3 имеет жестко с ней связанную направляющую втулку 4 в которой установлена тяга 5 с резьбой 6 на одном конце, а второй имеет жестко установленную ось 7 (фиг. 2).
На оси 7 установлены с возможностью поворота рычаги 8 и 9 с грузами 10 и 11. Рычаги 8 с грузами 10 предназначены для создания усилия зажима, а рычаги 9 с грузами 11 для создания усилия съема (выталкивания).
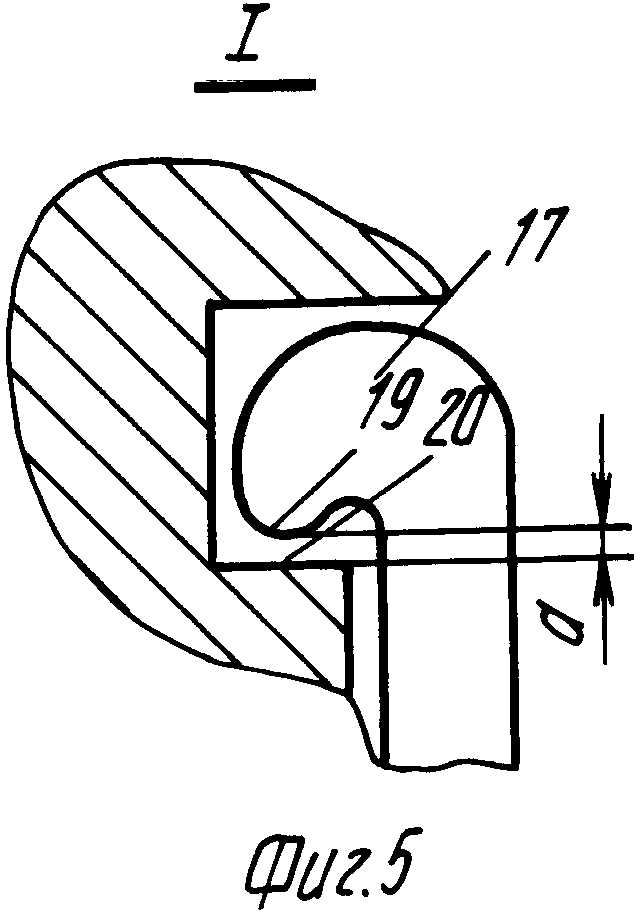
На планшайбу 3 с центрированием по направляющей втулке 4 установлена и жестко закреплена нижняя полуформа 12, на которую установлена заготовка ротора 13 в сборе с оправкой 14 с центрированием по тяге 5. Оправка 14 имеет канавку 15, куда входят головки 16 прихватов 17, установленных подвижно на осях 18. Между нижними концами 19 прихватов 17 и опорным торцом 20 имеется зазор "а" (фиг. 5). Для управления поворотом прихватов 17 относительно осей 18 имеются пальцы 21, входящие, благодаря пружинам 22, в силовое замыкание с кулачком 23, закрепленном на тяге 24. Тяга 24 имеет опорный фланец 25, в который упирается пружина 26.
На заготовку ротора 13 с центрированием на тяге 5 установлена верхняя полуформа 27, которая закрепляется на тяге 5 гайкой 28. Гайка 28 имеет опорный торец 29.
В верхнюю полуформу 27 установлен металлоприемник 30 и рассекатель 31, которые совместно с ней образуют литниковые каналы 32 с горизонтальными участками 33. Верхняя полуформа 27 установлена на тяге 5 таким образом, что зазор между буртом 34 тяги 5 и опорной плоскостью 35 верхней полуформы 27 значительно меньше, чем зазор "а".
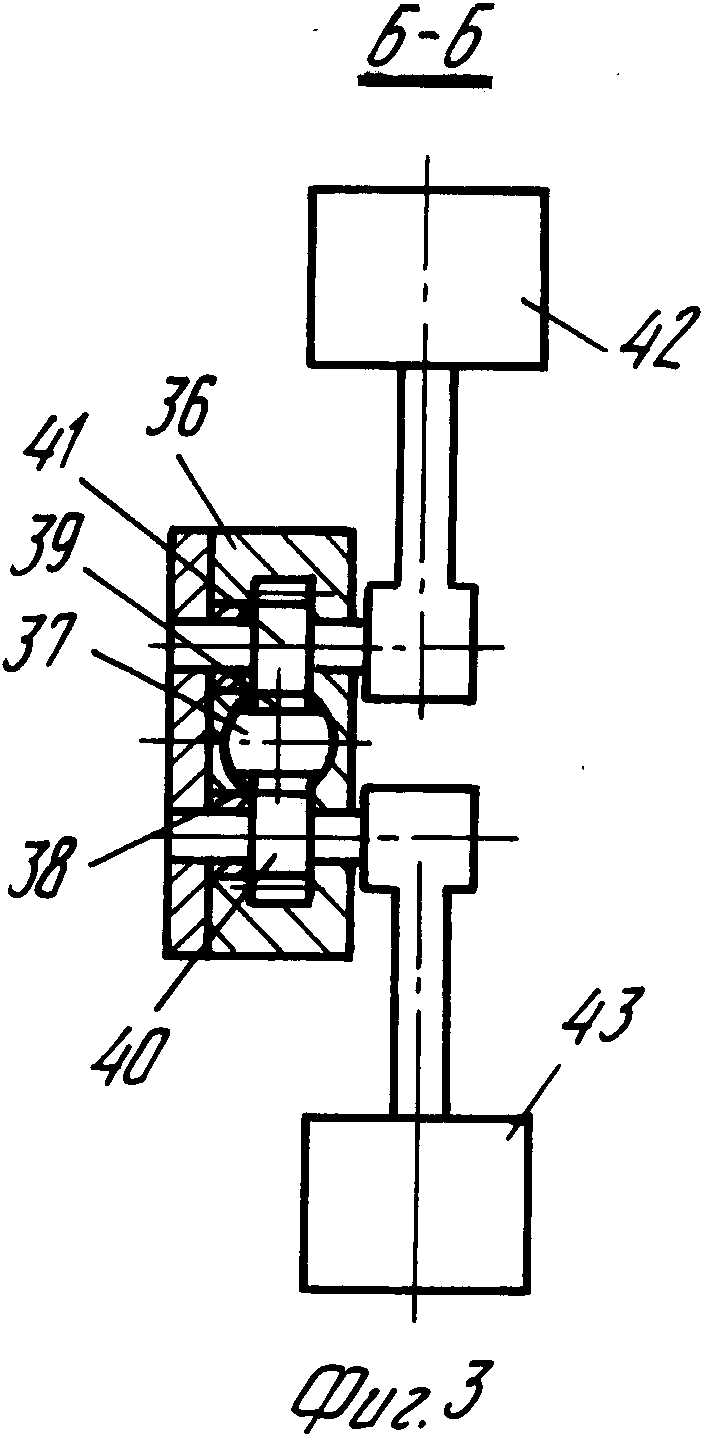
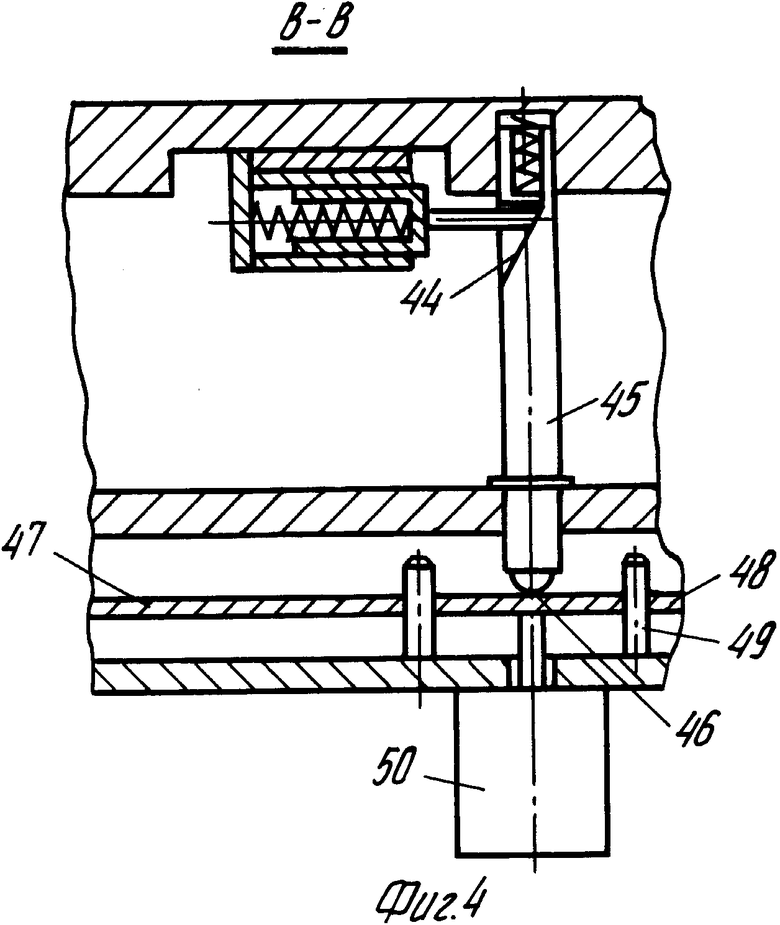
Внутри планшайбы 3, между рычагами 8 и 9, расположены механизмы 36, каждый из которых имеет ползун 37 с двумя зубчатыми рейками 38 и 39 (фиг. 2 и 3). Рейки 38 и 39 соответственно связаны с зубчатыми колесами 40 и 41, на осях которых закреплены подвижные упоры 42 и 43. Положение подвижных упоров 42 и 43 зависимо друг от друга благодаря жесткой связи реек 38 и 39, установленных на ползуне 37. Ползун 37 имеет также силовое взаимодействие с кулачком 44, установленным на пальце 45, который при положении подвижных упоров 42 и 43, представленном на фиг. 2, имеет зазор между торцом 46 пальца 45 и плоскостью 47 невращающейся платформы 48 (фиг. 4). Платформа 48 установлена на колонках 49 и имеет привод линейного перемещения 50, жестко закрепленный на шпиндельной бабке 1.
Машина работает следующим образом. По команде приводится во вращение шпиндель 2 шпиндельной бабки 1, а вместе с ним и планшайба 3 с установленными на ней вышеперечисленными узлами и деталями.
При этом центробежные силы, возникающие в грузах 10 через рычаги 8 и подвижные упоры 43, создают усилие в оси 7, а соответственно и в тяге 5, направленное вдоль тяги 5 вниз. Это усилие через тягу 5, гайку 28, верхнюю полуформу 27, заготовку ротора 13, нижнюю полуформу 12 замкнется на планшайбе 3. В то же время центробежные силы, возникающие в грузах 11 не создают усилия в оси 7 и соответственно в тяге 5 из-за положения подвижного упора 42 - отсутствие опоры в рычагах 9.
При достижении номинального числа оборотов вращения шпинделя 2, необходимого для заливки расплава алюминия, усилие замыкания станет оптимальным.
Машина готова к заливке. Доза алюминиевого расплава при соответствующей температуре подается в металлоприемник 30, а затем, под действием сил, металл по литниковым каналам 31 заполняет верхнюю 27 и нижнюю 12 полуформы и заготовку ротора 13.
После затвердевания отливки шпиндель 2 останавливается.
Затем, по команде, провод 50 перемещает платформу 49 вверх, при этом палец 45 перемещает вверх кулачок 44, который заставляет перемещаться ползун 37 и связанные с ним рейки 38 и 39. Зубчатые колеса 40 и 41 одновременно осуществят поворот подвижных упоров 42 и 43, которые займут следующее положение: упор 42 между рычагом 9 и внутренней плоскостью планшайбы 3; упор 43 положение между рычагами 8 и 9.
После этого по команде приводится во вращение шпиндель 2. Центробежные силы, возникающие в грузах 10, не создадут усилий на оси 7 и соответственно в тяге 5 из-за положения подвижного упора 43 отсутствие опоры в рычагах 8. А центробежные силы, возникающие в грузах 11 через рычаги 9 и подвижный упор 42 создадут усилие на оси 7, а соответственно и в тяге 5, направленное вдоль тяги 5 вверх. Тяга 5, перемещаясь верх и упираясь буртом 34 в плоскость 33 верхней полуформы 27, станет перемещать верхнюю полуформу 27 вместе с залитым ротором 13 и оправкой 14. Это произойдет из-за того, что нижняя полуформа 12 жестко закреплена на планшайбе 3, а усилие съема залитого ротора 13 с нижней полуформы 12 значительно меньше, чем усилие съема залитого ротора 13 с верхней полуформы 27 из-за необходимости срезания литниковой системы. Таким образом произойдет освобождение залитого ротора 13 от нижней полуформы 12.
Перемещение вверх тяги 5 совместно с верхней полуформой 27 и залитым ротором 13 с оправкой 14 будет происходить до тех пор, пока оправка 14 опорным торцом 20, выбирая зазор "а", упрется в нижний конец 19 головки 16 прихватов 17, произойдет остановка перемещения оправки 14 и соответственно залитого ротора 13, а усилие перемещения тяги 5 будет затрачено на срезание литников на горизонтальных участках 33. После окончания срезания литников залитый ротор 13 будет освобожден и от верхней полуформы 27, и по команде шпиндель 2 останавливается. После этого по команде привод 50 возвращает платформу 48 в прежнее положение, при этом палец 45 вместе с кулачком 47 опускается вниз, происходит перемещение штока ползуна 37 с рейками 38 и 39 вправо и соответственно зубчатые колеса 40 и 41 возвращает подвижные упоры 42 и 43 в исходное положение.
Затем снимают металлоприемник 30 и рассекатель 31, гайку 28, верхнюю полуформу 27 и залитый ротор 13 с оправкой 14. Возможность съема залитого ротора 13 с оправкой 14 появляется в связи с тем, что освобожденная пружина 26 поднимает вверх тягу 24 вместе с кулачком 23, который с помощью пальцев 21 разведет прихваты 17 и головки 16 выйдут из канавки 15 оправки 14.
После очистки и окраски нижней 12 и верхней 27 полуформ машину подготавливают к следующей заливке.
Для этого новую заготовку ротора 13 с оправкой 14 устанавливают на нижнюю полуформу 12, затем устанавливают верхнюю полуформу 27 и зажимают гайкой 28. При этом торец 29 гайки 28, упираясь в опорный фланец 25 тяги 24, сжимает пружину 26 и перемещает тягу 24 и кулачок 23 вниз и подпружиненные прихваты 17 вводят головки 16 в канавку 15 оправки 14. Затем устанавливают рассекатель 31 и металлоприемник 30. Машина готова к заливке.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДЕЛЬНАЯ ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗРАЗЪЕМНОЙ ЛИТЕЙНОЙ ФОРМЫ | 2002 |
|
RU2234999C2 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU772696A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| Машина для центробежной заливки роторов электродвигателей с вертикальной осью вращения | 1980 |
|
SU919807A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| Центробежная машина с вертикальнойОСью ВРАщЕНия | 1979 |
|
SU850289A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1970 |
|
SU282617A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1503990A1 |
| Литьевая многопозиционная машина для переработки термопластичных материалов | 1989 |
|
SU1680539A1 |
| Установка для заливки роторов электрических машин | 1986 |
|
SU1541716A1 |
Изобретение относится к области литейного производства и может быть использовано для получения отливок повышенной плотности в условиях серийного производства. Сущность изобретения: машина для центробежного литья с вертикальной осью вращения содержит шпиндель, верхнюю и нижнюю полуформы, расположенный между ними ротор с оправкой, тягу, рычаги с грузом. Пара подвижных упоров взаимодействует попеременно с каждым из рычагов и расположена на осях зубчатых колес, которые связаны с парой зубчатых реек, жестко соединенных с ползуном. Тяга снабжена кулачком, расположенным соосно с ней и взаимодействующим через пальцы с прихватами, головки которых входят в канавку оправки. Изобретение обеспечивает съем отливки и обрубку литников непосредственно на машине. 5 ил.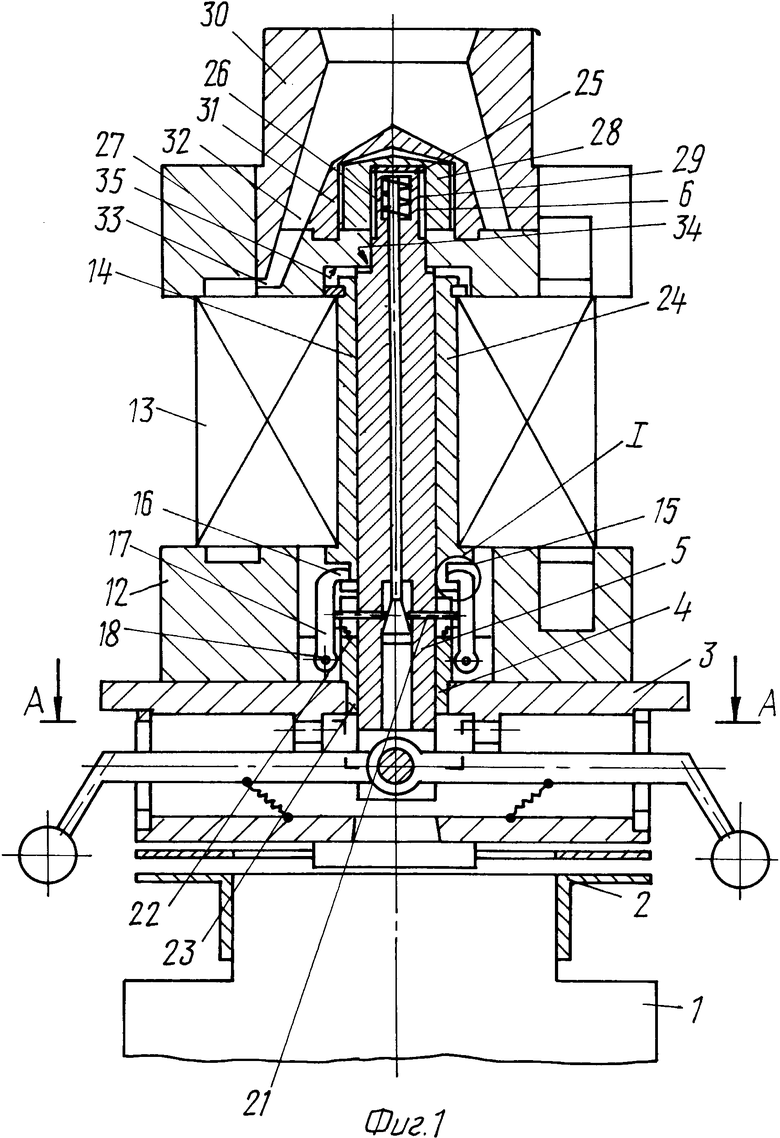
Машина для центробежного литья с вертикальной осью вращения, содержащая шпиндель, верхнюю и нижнюю полуформы, ротор с оправкой, расположенный между полуформами, зажимной рычаг с грузом, шарнирно закрепленный на тяге, отличающаяся тем, что она снабжена дополнительным рычагом, шарнирно закрепленным на тяге, двумя подвижными упорами, имеющими возможность попеременного взаимодействия с каждым из рычагов, зубчатыми колесами, на осях которых закреплены упомянутые упоры, зубчатыми рейками, жестко соединенными с ползуном и находящимися в зацеплении с зубчатыми колесами, прихватами, головки которых расположены в канавках оправки, и кулачком, расположенным на тяге с возможностью взаимодействия через пальцы с прихватами.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 780952, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 772696, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
