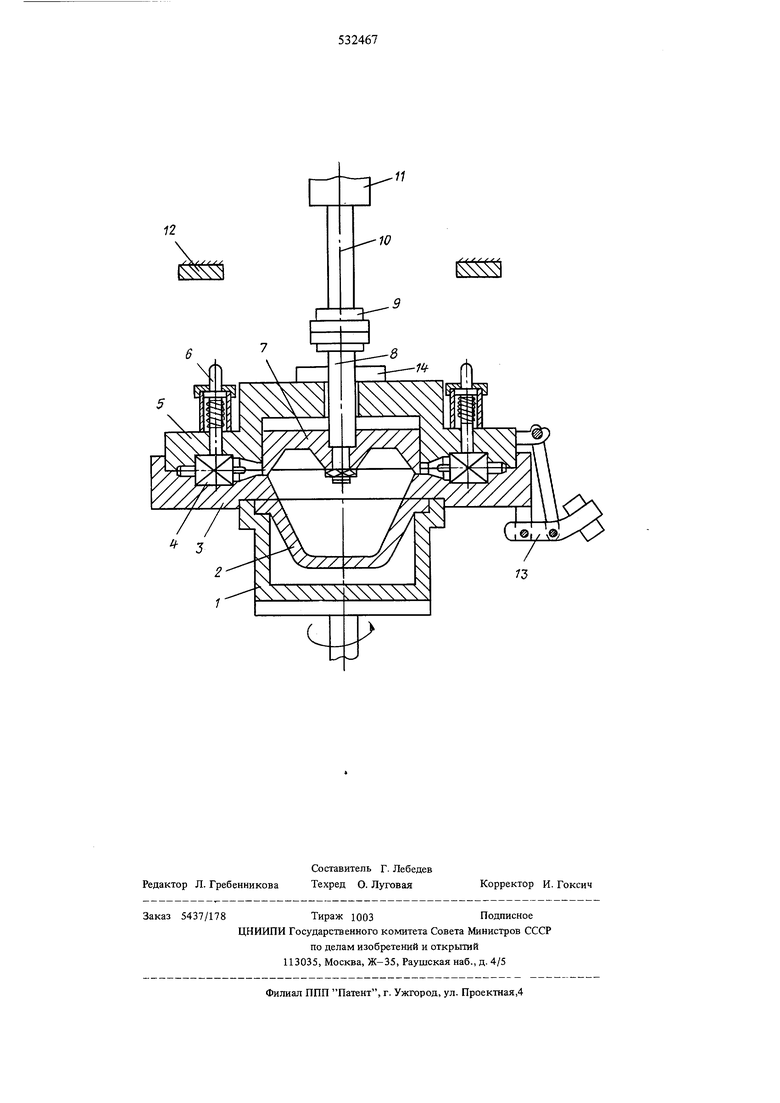
тор 4 электродвигателя, пакет железа которого помещают в нижнюю полуформу 3. Литейная форма имеет горизонтальный разъем. Верхняя нолуформа 5 снабжена подпружиненными толкателями 6. Внутри полуформы 5 расположен отсекатель 7, соеданяющийся с помощью штока 8 и муфты 9 со штоком 10 силового цилиндра П.. Мапшна имеет также плиту 12 выталкивания и рычажно-центробежное устройство 13 для скрепления полуформ при вращении. Силовой цилиндр 11 вьшолнен двухходовым. Первым ходом при движении вверх отсекатель 7 открьшает литниковые каналы, вторым ходом после заливки размыкает полуформы. Шток 8 имеет выступ 14 для фиксации полуформ 5 и 3 при смыкании.
Машина работает следующем образом.
При поднятой верхней полуформе 5 в нижнюю полуформу 3 помещают пакеты железа ротора 4, а в метаплоприемник 2 подают дозу жидкого металла. Затем с помощью силового цилиндра 11 смыкают полуформы и замыкают их устройствами 13, при этом шток 8 выступом 14 фиксирует полуформы 5 и 3. Одновременно отсекатель 7 перекрьшает литниковые каналы. Опорный стол 1 приводят во вращение. При вращении литейной формы по мере увеличения числа оборотов жидкий металл поднимается в верхнюю часть металлоприемника-накопителя, где под действием центробежных сил газовые и неметаллические включения оттесняются во внутренние
слои металла по направлению к оси вращения. После определенной вьщержки отсекатель 7 со штоком 8 с помощью муфты 9 и иггока 10 первым ходом силового цилиндра 11 открьшает литниковые каналы, и жидкий металл заполняет литейную форму. Плены, газовые и неметаллические включения остаются в прибыльной или литниковой части отливки. После затвердевания металла вращение прекращают, размыкают рычажные устройства и вторым ходом силового цилиндра поднимают верхнюю полуформу. При зтом толкатели 6 наталкиваются на плиту 12, останавливаются и выталкивают залитые роторы из верхней полуформы на подводимый сбоку поддон. После осмотра полуформ, их очистки и при необходимости окраски, процесс можно повторять вновь.
Формула изобретения Машина для центробежного литья с вертикальной осью вращения, включающая стол с металлоприемником, литейную форму с горизонтальным разъемом и затвор литниковых ходов со штоком, отличающаяся тем, что, с целью уменьшени габаритов машины и рафинирования жидкого металла перед заливкой в форму, затвор литниковых ходов снабжен двухходовым силовым приводом вертикального перемещения и переходной муфтой, соединяющей пггок затвора литниковых ходов со шгоком привода.
12
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для центробежного литья с вертикальной осью вращения | 1977 |
|
SU626877A1 |
| Машина для центробежного литья | 1977 |
|
SU707684A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1976 |
|
SU582892A1 |
| Машина для центробежного литья с вертикальной осью вращения | 1979 |
|
SU772696A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 1995 |
|
RU2100140C1 |
| Центробежная машина с вертикальной осью вращения | 1983 |
|
SU1196122A1 |
| МАШИНА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 1970 |
|
SU282617A1 |
| Машина для центробежного литья сВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU827257A1 |
| Литейная форма | 1982 |
|
SU1053958A1 |
| Устройство для центробежного литья | 1979 |
|
SU854570A1 |