1
Изобретение относится к регулируемому электроприводу намоточных механизмов станов холодной прокатки металлической полосы.
Известен электропривод моталки стана холодной прокатки, выполненный по системе 5 подчиненного регулирования с регуляторами тока, скорости и натяжения, узлом динамической компенсации и звеньями самонастройки в функции радиуса рулона и сечения полосы 1. Недостатками этого электропривода яв- Ю ляются снижение устойчивости системы регулирования при уменьшении скорости прокатки и чувствительность к изменению параметров прокатки и электропривода.
Наиболее близким к изобретению по техни- 15 ческому решению является электропривод моталки стана холодной прокатки, выполненный по системе подчиненного регулирования с регуляторами тока, линейной скорости, натяжения, содержащий параллельно соединенные 20 пропорциональный и интегрирующий каналы, включающие элементы самонастройки по скорости V и сечению Q, а также узел динамической компенсации, соединенный с датчиком скорости клети и вычислительным устрой- 25 ством, а регулятор линейной скорости снабжен блоком перемножения, при помощи которого изменяется коэффициент передачи регулятора пропорционально электромеханической постоянной времени 2. Недостатками такого элек- 30
троцривода являются низкая точность в режиме стоянки стана, обусловленная тем, что в указанном режиме регулирование осуществляется только по пропорциональному каналу, малая устойчивость системы регулирования датяжения на низких скоростях работы стана и при стоянке, высокая чувствительность к изменению параметров прокатки и электропривода.
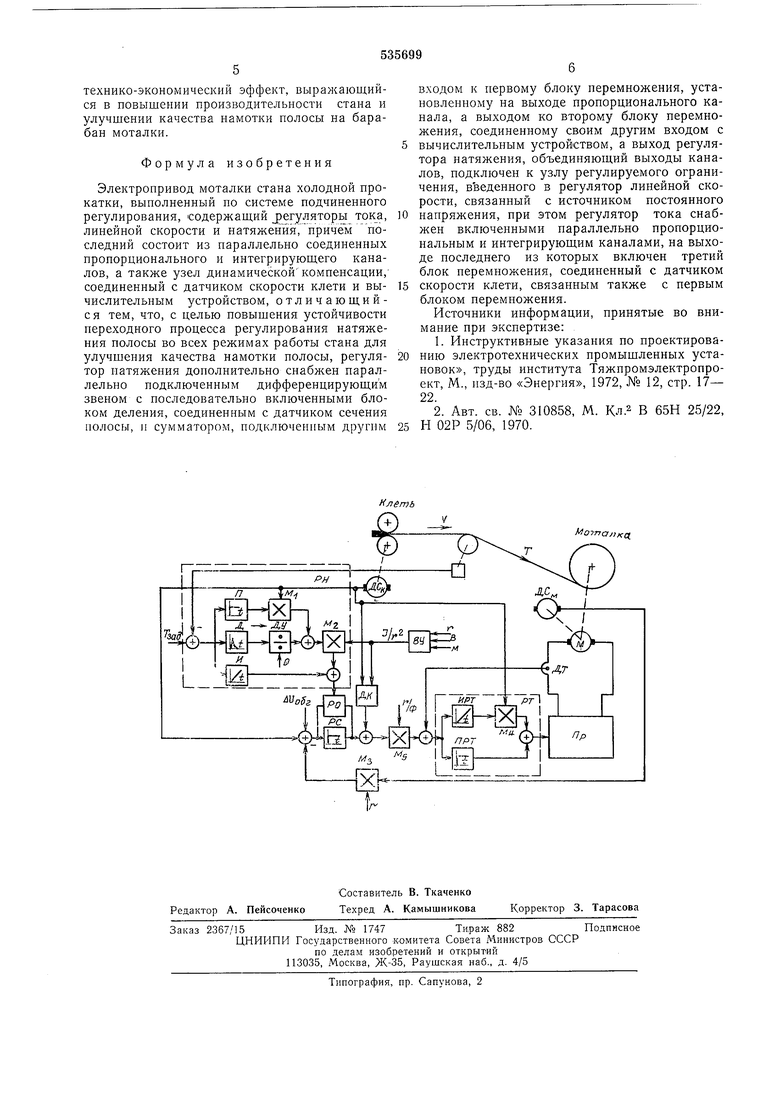
Целью изобретения является повышение устойчивости переходного процесса регулирования натяжения полосы во всех режимах работы стана для обеспечения высокого качества намотки полосы. Это достигается тем, что в предлагаемом электроприводе регулятор натяжения дополнительно снабжен параллельно подключенным дифференцирующим звеном с последовательно включенными блоком деления, соединенным с датчиком сечения полосы, и сумматором, подключенным другим входом к первому блоку перемножения, установленному на выходе пропорционального канала, а выходом ко второму блоку перемножения, соединенному своим другим входом с вычислительным устройством, а выход регулятора натяжения, объединяющий выходы каналов, подключен к узлу регулируемого ограничения, введенного в регулятор линейной скорости, связанный с источником постоянного напряжения, при этом регулятор тока снабжен включенными параллельно пропорциональным и интегрирующим каналами, на выходе последнего из которых включен третий блок перемножения, соединенный с датчиком скорости клети, связанным также с первым блоком оеремножения. На чертеже дана функциональная схема управления описываемым электроприводом. Устройство для регулирования натяжения электропривода моталки содержит последовательно включенные регулятор натяжения РН, регулятор линейной скорости PC и регулятор тока РТ. Регулятор натяжения состоит из параллельно соединенных интегрирующего И, пропорционального П и дифференцирующего Д звеньев, включенных в соответствующие каналы регулирования, причем два последних звена снабжены элементами самонастройки: блоками перемножения MI и Ма, сумматором и блоком деления ДУ. Блок перемножения М включен да выходе пропорционального канала П, второй.-егр вход подключен к датчику скорости клети ДСк. деления ДУ включен последовательно с дифференцирующим звеном Д. На его делительный вход подается сигнал от датчика сечения полосы. Объединенный выход пропорционального и дифференцирующего каналов подается на вход блока перемножения М2, второй вход которого соединен с вычислительным устройством ВУ, определяющим величину отнощения момента инерции к квадрату радиуса рулона и подключенным, в свою очередь, к узлу динамической компенсации ДК, второй вход которого связан с датчиком скорости клети ДСк. Регулятор скорости PC имеет узел регулируемого ограничения РО, на который подается выходное напряжение регулятора натяжения. Регулятор скорости подключен к датчику скорости клети ДСк (сигнал задания), датчику линейной скорости моталки ДСм через блок перемножения Мз (сигнал обратной связи), на второй вход которого подается сигнал от датчика радиуса рулона г, и к источнику независимого напряжения Af/osr той же полярности, что и сигнал задания. На выходе PC установлен сумматор, соединенный с выходом узла динамической компенсации ДК. Регулятор тока снабжен двумя параллельно включенными пропорциональным ПРТ и интегрирующим ИРТ звеньями, на выходе последнего из которых включен блок перемножения М4, соединенный с датчиком скорости клети ДСкРегулятор тока имеет два входа: от датчика тока ДТ и через блок перемножения .Ms и установленный на его входе сумматор от регулятора скорости PC. На второй вход блока перемножения MS подается сигнал отношения радиуса рулона к потоку двигателя . Выход регулятора тока подключен к тиристорному преобразователю Пр, управляющему двигателем М моталки. Устройство работает следующим образом. В режиме заправки и при обрыве полосы, т. е. при работе без полосы, осуществляется регулирование линейной скорости барабана моталки в функции скорости клети. Дополнительный сигнал Абобг от независимого источника напряжения нарушает режим синхронизации, повышая линейную скорость моталки над скоростью клети, сигнал с датчика скорости которой в качестве задания поступает на вход регулятора скорости. Регулятор натяжения в этом случае устанавливает максимальный уровень ограничения регулятора скорости. При захвате полосы и появлении натяжения выходное напряжение регулятора натяжения соответствует реальному натяжению, сигналы задания и обратной связи по скорости выравниваются, т. е. превыщение скорости моталки устраняется, а нескомпенсированный сигнал независимого источника напряжения At/обг обеспечивает вывод регулятора скорости на режим ограничения, который соответствует реальному натяжению, тем самым как бы исключая его из работы, что положительно сказывается па устойчивости системы. Действие интегрирующего и пропорционального каналов регулятора натяжения обеспечивает высокую точность системы во всех режимах и быстродействие на высоких скоростях прокатки. Введение же дифференцирующего канала обеспечивает устойчивость системы во всех режимах, в том числе при стоянке стана и низких скоростях. Этому же способствует разбиение регулятора тока на два канала и включение в интегрирующий канал регулятора тока и в пропорциональный канал регулятора натяжения блоков перемножения М4 и MI, уменьщающих воздействие этих каналов пропорционально уменьшению скорости клети стана и сводящих это действие к нулю при стоянке стана. При помощи блоков перемножения Мз и Мз и блока деления ДУ осуществляют самонастройку регулятора натяжения при изменении в широком диапазоне величин отношения момента инерции к квадрату радиуса рулона ( - |, сечения полосы (Q) и отношения радиуса к потоку двигателя (- . Суммируемый с выходным сигналом регулятора скорОСти сигнал динамической компенсации формируется путем дифференцирования сигнала скорости клети и умножения его на величину отношения момента инерции к квадрату радиуса. Преимуществами предлагаемого электропривода являются высокая точность и запас устойчивости во всех режимах работы стана, отсутствие влияния на работу системы управения (в практическом смысле) параметров прокатки, электропривода и режимов регулирования, т. е. отсутствие необходимости дополнительной настройки при переходе к новому циклу прокатки. Это обеспечивает высокий
технико-экономический эффект, выражаюш,ийся в повышении производительности стаиа и улучшении качества намотки полосы на барабан моталки.
Формула изобретения
Электропривод моталки стана холодной прокатки, выполненный по системе подчиненного регулирования, содержаш,ий jperyflHTOpbi тока, линейной скорости и натяжения, причём последний состоит из параллельно соединенных пропорционального и интегрируюш,его каналов, а также узел динамическойкомпенсации, соединенный с датчиком скорости клети и вычислительным устройством, отличающийся тем, что, с целью повышения устойчивости переходного процесса регулирования натяжения полосы во всех режимах работы стана для улучшения качества намотки полосы, регулятор патяжепия дополнительно снабжен параллельно подключенным дифференцирующим звеном с последовательно включенными блоком деления, соединенным с датчиком сечения полосы, II сумматором, подключенным другим
входом к первому блоку перемножения, устаповлеиному на выходе пропорционального канала, а выходом ко второму блоку перемножения, соединенному своим другим входом с
вычислительным устройством, а выход регулятора натяжения, объединяющий выходы каналов, подключен к узлу регулируемого ограничения, введенного в регулятор линейной скорости, связанный с источником постоянного
напряжения, при этом регулятор тока снабжен включенными параллельно пропорциональным и интегрирующим каналами, на выходе последнего из которых включен третий блок перемножения, соединенный с датчиком
скорости клети, связанным также с первым блоком перемножения.
Источники информации, принятые во внимание при экспертизе:
1.Инструктивные указания по проектированию электротехнических промышленных установок, труды института Тяжпромэлектропроект, М., изд-во «Энергия, 1972, № 12, стр. 17- 22.
2.Авт. св. № 310858, М. Кл. В 65Н 25/22, Н 02Р 5/06, 1970.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для регулирования натяжения полосового материал | 1976 |
|
SU568471A1 |
| УСТРОЙСТВО КОРРЕКЦИИ по ВЕЛИЧИНЕ ОБЖАТИЯ | 1970 |
|
SU266905A1 |
| УСТРОЙСТВО КОРРЕКЦИИ по ВЕЛИЧИНЕ ОБЖАТИ5 ДЛЯ ЭЛЕКТРОПРИВОДА РАЗМАТЫВАЮЩЕЙ МОТАЛК СТАНА ХОЛОДНОЙ ПРОКАТКИ1^О?.СОЮЗНД !^ | 1973 |
|
SU368894A1 |
| Устройство для автоматического регулирования толщины полосы на прокатном стане | 1989 |
|
SU1667972A1 |
| Устройство для регулирования натяжения полосы | 1981 |
|
SU1009551A1 |
| Устройство для регулирования натяжения полосы на моталке листопрокатного стана | 1982 |
|
SU1041188A1 |
| СПОСОБ АВТОМАТИЧЕ,СКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1972 |
|
SU328959A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| Устройство регулирования натяжения полосы в станах холодной прокатки | 1984 |
|
SU1227278A1 |
| Устройство для регулирования натяжения проволоки при намотке | 1981 |
|
SU959864A1 |
L jMbi:z о5г J f o- na/jKH
