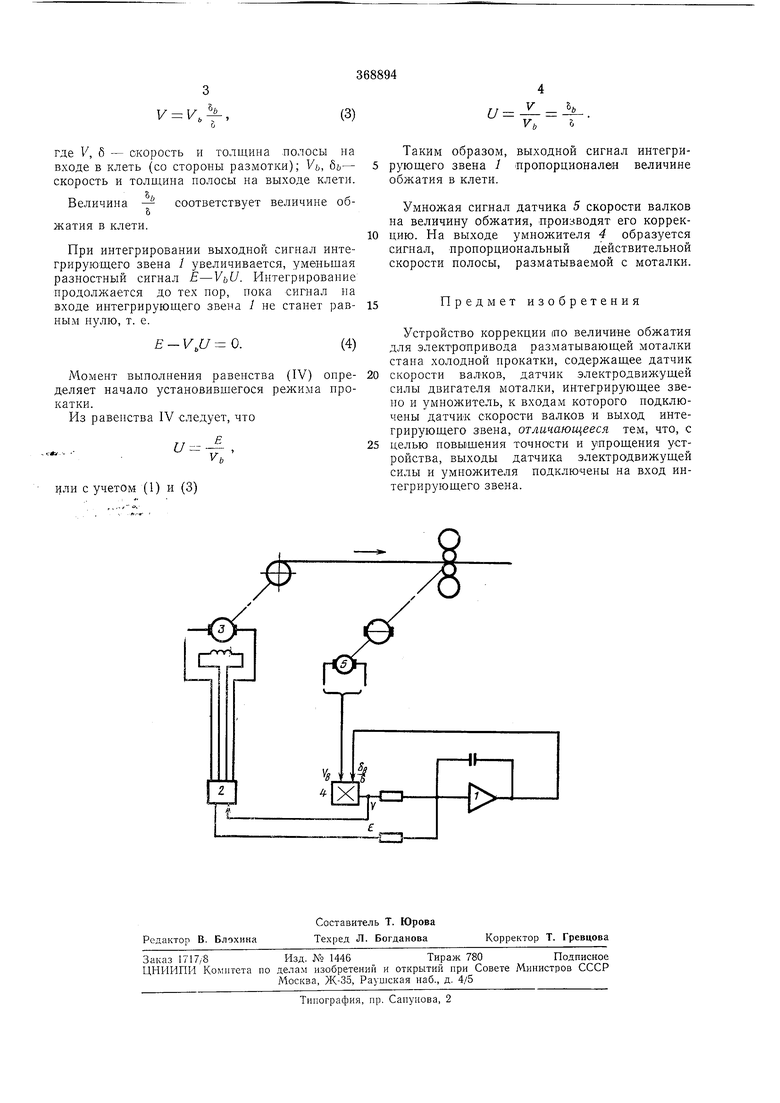
Известно устройство коррекции по величине обжатия для электропривода разматывающей моталки стана холодной прокатки, включающее датчик скорости валков, датчик электродвижущей силы двигателя моталки, интегрирующее звено и умножитель, к входам которого подключены датчик скорости валков и выход интегрирующего звена. Принцип работы известного устройства основан на поддержании соответствия электромагнитной мощности двигателя моталки и мощности, затрачиваемой на создание натяжения полосы. Известное устройство может применяться независимо от структуры системы управления электроприводом моталки при регулировании как по возбуждению, так н по якорю, однако точность коррекции по величине обжатия мала. Особенно значительна погрешность при прокатке с малым натяжением тонкой полосы, когда мощность натяжения сравнима с мощностью потерь в механизме моталки. С целью повышения точности коррекции по величине обжатия при использовании устройства в электроприводе моталки, работающем на поддержание соответствия э.д.с. двигателя моталки Е и скорости V прокатываемой полосы, т. е. при условии 5 10 15 20 25 30 в предлагаемом устройстве выходы датчика э.д.с. и умножителя подключены на вход интегрирующего звена. На чертеже дана функциональная схема предлагаемого устройства. В предлагаемом устройстве на вход интегрирующего звена 1 подается сигнал датчика э.д.с., входящего в состав системы управления 2, двигателем 3 и сигнал с выхода умножителя 4, входы которого подключены к датчику 5 скорости валков и к выходу интегрирующего звена 1. Выход умножителя 4 является выходом устройства коррекции и подключен к системе управления 2. Так как в электроприводе моталки, работающем на поддержание соответствия э.д.с. двигателя моталки и скорости прокатываемой полосы, выполняется соотношение (I), то сигнал и на выходе интегрирующего звена 1 равен U(E-V,.U)dL Для наматывающей моталки сигнал датчика скорости валков соответствует скорости полосы. Для разматывающей моталки скорость полосы ниже сигнала датчика скорости валков соответственно величине обжатия полосыV V, где V, б - скорость и толщина полосы на входе в клеть (со стороны размотки); 1/ь, бь- скорость и толщина полосы па выходе клети. Величина - соответствует величипе обжатия в к.чети. При интегрировании выходной сигнал интегрирующего звена / увеличивается, уменьшая разностный сигнал Е-Уь(7. Интегрирование продолжается до тех пор, пока сигнал на входе интегрирующего звена 1 не станет равным нулю, т. е. Е - VJU 0. Момент выполнения равенства (IV) опре деляет начало установивщегося режима про катки. Из равенства IV следует, что или с учетом (1) и (3) fy УЬТаким образом, выходной сигнал интегрирующего звена I пропорционален величине обжатия в клети. Умножая сигнал датчика 5 скорости валков на величину обжатия, производят его коррекцию. На выходе умножителя 4 образуется сигнал, пропорциональный действительной скорости полосы, разматываемой с моталки. Предмет изобретения Устройство коррекции (ПО величине обжатия для электропривода разматывающей моталки стана холодной прокатки, содержащее датчик скорости валков, датчик электродвижущей силы двигателя моталки, интегрирующее звено и умножитель, к входам которого подключены датчик скорости валков и выход интегрирующего звена, отличающееся тем, что, с целью повышения точности и упрощения устройства, выходы датчика электродвижущей силы и умножителя подключены на вход интегрирующего звена.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО КОРРЕКЦИИ по ВЕЛИЧИНЕ ОБЖАТИЯ | 1970 |
|
SU266905A1 |
| БИБЛИОТЕКА jМ. Л. Прудков | 1972 |
|
SU338980A1 |
| РЕГУЛЯТОР НАТЯЖЕНИЯ МОТАЛКИ РЕВЕРСИВНОГО СТАНА | 1970 |
|
SU261523A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| Устройство для автоматического управления моталкой непрерывного стана холодной прокатки | 1984 |
|
SU1202653A1 |
| Устройство для коррекции уставки натяжения на моталке стана холодной прокатки | 1982 |
|
SU1050771A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| Электропривод моталки стана холодной прокатки | 1975 |
|
SU535699A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1972 |
|
SU339326A1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
0
