(54) МАШИНА ДЛЯ КОНТАКТНОЙ РОЛИКОВОЙ СВАРКИ ЛИСТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной роликовой сварки листов | 1974 |
|
SU564121A1 |
| Машина для контактной роликовой сварки листов | 1986 |
|
SU1380887A2 |
| Машина для контактной роликовой сварки | 1985 |
|
SU1338991A2 |
| СПОСОБ И УСТРОЙСТВО ДУГОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391195C1 |
| Способ резки и сварки встык тонких полос и устройство для его осуществления | 1985 |
|
SU1284764A1 |
| Механизированная поточная линия для изготовления секций из листов и ребер жесткости | 1981 |
|
SU975335A1 |
| Установка для изготовления ковров из рулонных термопластичных материалов | 1986 |
|
SU1459933A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 1991 |
|
RU2053085C1 |
| Установка для сборки и сварки тонких лент | 1988 |
|
SU1590302A1 |
| УСТРОЙСТВО СТЫКОВОЙ КОНТАКТНОЙ СВАРКИ ИЗДЕЛИЙ СОПРОТИВЛЕНИЕМ | 2010 |
|
RU2434724C1 |
Изобретение относится к оборудованию для контактной Сварки.
Известна машина для контактной роли1ковой сварки листов, содержащая основание, на котором смонтировапы роликовые электроды, верхние дисковые ножи, нижние плоские ножи, сварочную подкладку, привод подьема и опускания края стола, обращенного к сварочной подкладке, и зажимы коицов лент с прижи1мпыми балками.
Недостатком известной машины является значительная деформация свариваемых листов во время резки и сварки за счет недостаточности концентрации усилия сжатия.
Целью изобретения является уменьшение деформации свариваемых листов и повышение качества сварного соединения.
Это достигается тем, что нрижимные балки выполнены с тремя онорами, а стол снабжен регулируемым упором, ограничивающим его перемещение при опускании во время резки и оварки.
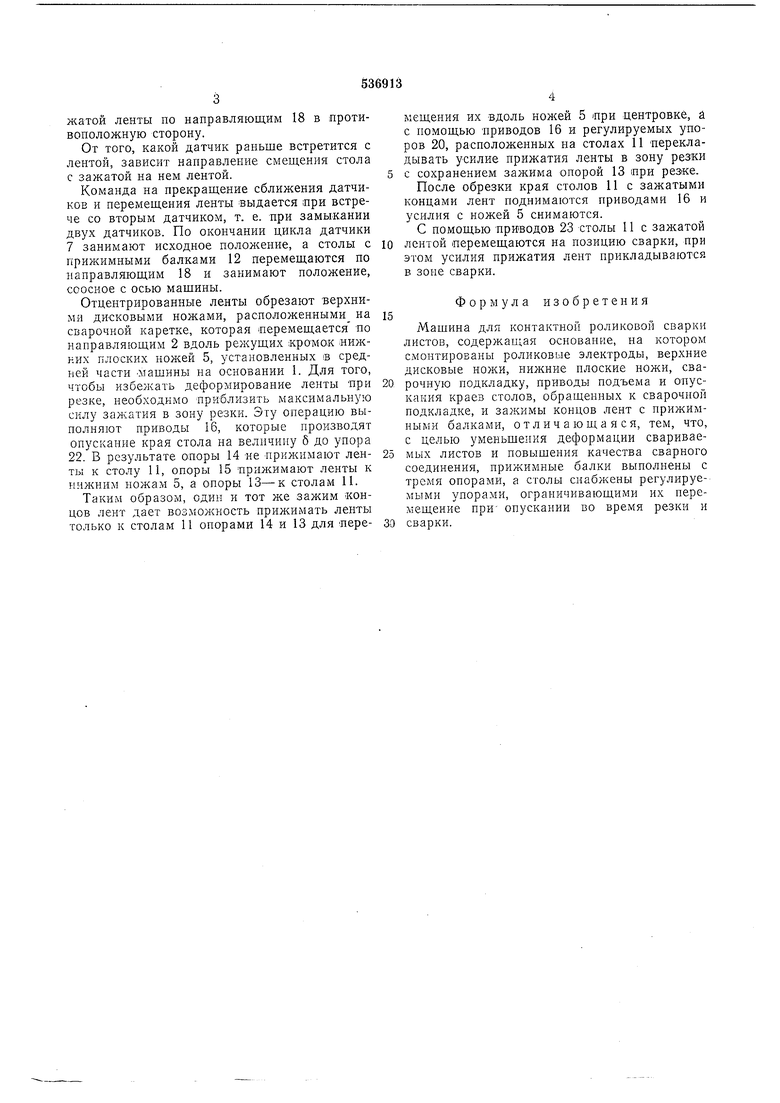
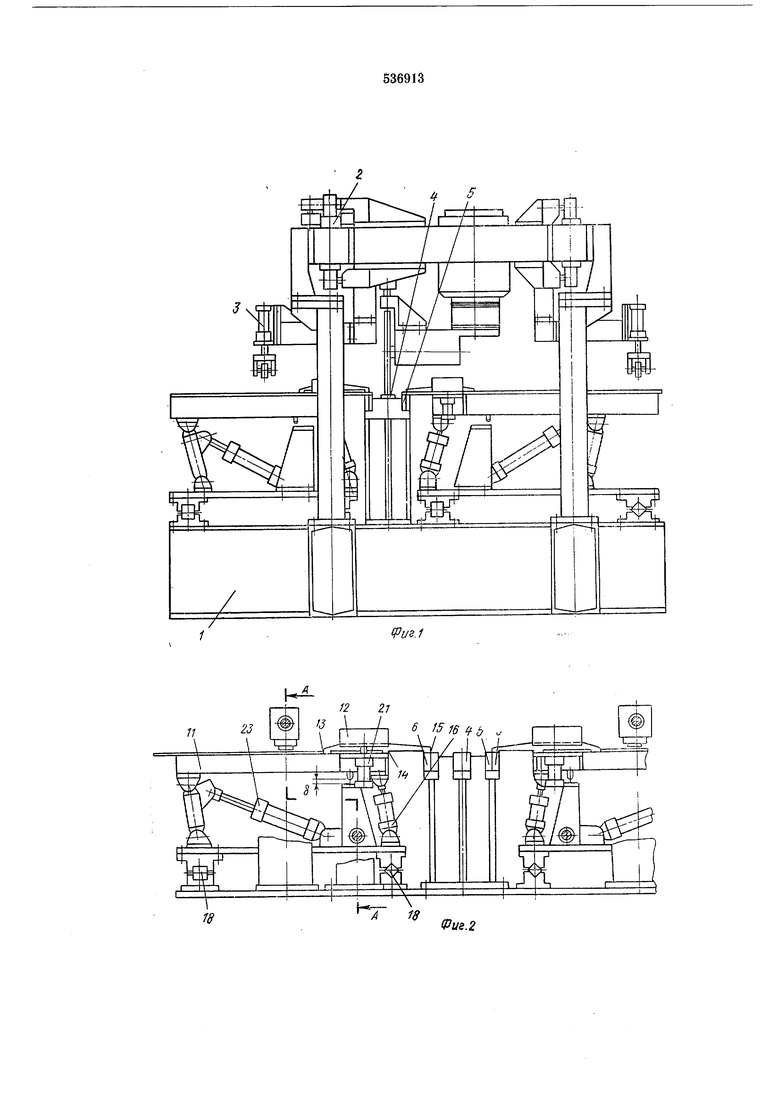
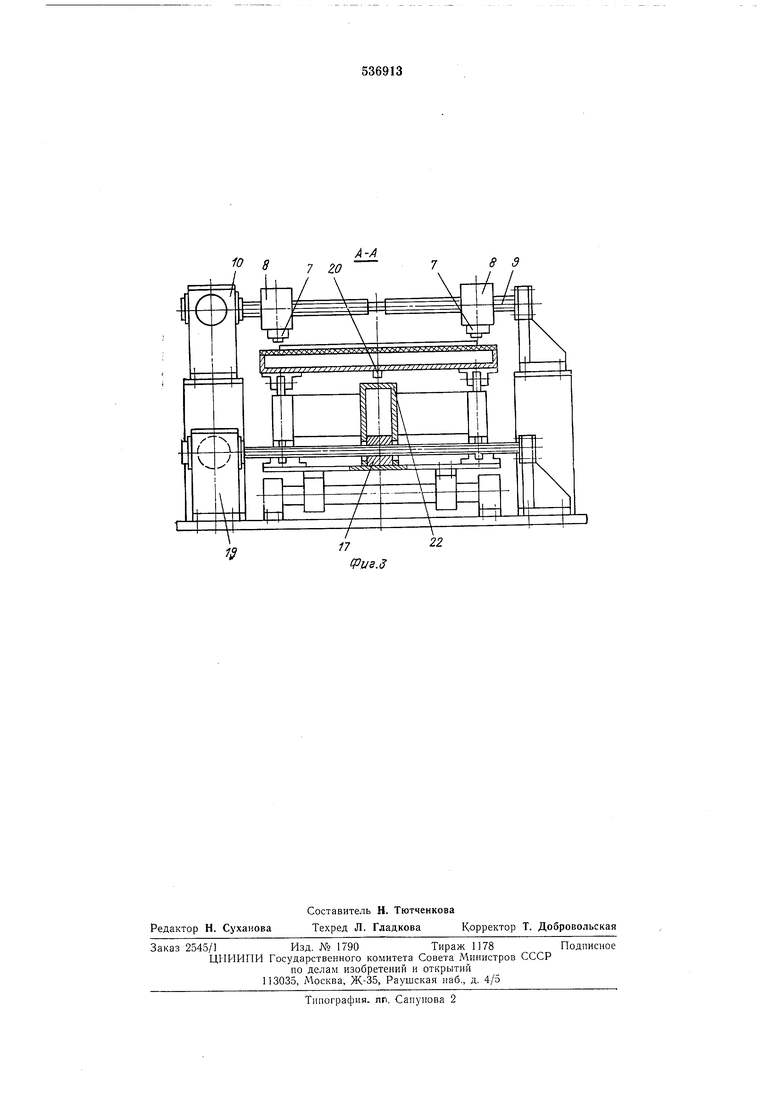
На фиг. 1 показана машина, общий вид; на фиг. 2-зажимы концов лент; на фиг. 3-разрез но А-А на фиг. 2.
На основании 1 в верхней части крепятся направляющие 2 для перемещения сварочной каретки с верхними дисковыми ножами и ролкковыми электродами.
Со стороны уходящей и приходящей лент
свариваемого материала установлены датчики включения и выключения сварочного тока с цилиндрами 3.
В средней части машины но обе стороны от сварочной подкладки 4 установлены нижние плоские ножи 5 с подкладками 6.
Мащина содержит бесконтактные датчики 7, расположенные на суппортах 8, БИНТ 9 с оравой и левой винтовыми нарезками, привод 10 датчиков 7, столы 11 зажимов концов лент с прижимными балками 12; выполненными с тремя опорами 13-15, приводы 16 подъема и опускания краев столов, гайку 17, направляющие 18, привод 19, регулируемые уиоры 20, приводы 21 прижимиых балок и упор 22.
Для сведения отцентрированных полос столы машины соединены с приводами 23.
Мащина работает следующим образом.
При наличии в машине уходящего и приходящего концов лент прижимные балки 12 опускаются, прижимая полосы опорами 14 и 13 к столам 11 при помощи приводов 21, расположенных по краям балок.
Носле зажатия происходит поиск кромок лент бесконтактными датчиками 7, сходящимися к оси машины под действием привода 10.
Если лепты расцентрированы относительно
осп машины, то один из датчиков встретится
с лентой раньше другого. Он даст команду на
привод 19 для перемещения со столом 11 зажатой ленты по направляющим 18 в противоположную сторону.
От того, какой датчик раньше встретится с лентой, зависит направление смещения стола с зажатой на нем лентой.
Команда на прекращение сближения датчиков и перемещения ленты выдается яри встрече со вторым датчиком, т. е. при замыкании двух датчиков. По окончании цикла датчики 7 занимают исходное положение, а столы с прижимными балками 12 перемещаются по направляющим 18 и занимают положение, соосное с осью машины.
Отцентрированные ленты обрезают верхними дисковыми ножами, расположенными на сварочной каретке, которая перемещается по направляющим 2 вдоль режущих крОмок иижних плоских ножей 5, установленных в средней части Машины на основании 1. Для того, чтобы избежать деформирование ленты При резке, необходимо приблизить максимальную силу зажатия в зону резки. Эту операцию выполняют приводы 16, которые производят опускание края стола на величину б до упора 22. В результате опоры 14 не прижимают ленты к столу 11, опоры 15 прилсимают ленты к нижним ножам 5, а опоры 13-к столам 11.
Таким образом, один и тот же зажим концов лент дает возможность прил имать ленты только к столам 11 опорами 14 и 13 для перемещения их вдоль ножей 5 при центровке, а с помощью приводов 16 и регулируемых упоров 20, расположенных на столах 11 перекладывать усилие прижатия ленты в зону резки с сохранением зажима опорой 13 при резке.
После обрезки края столов 11 с зажатыми концами лент поднимаются приводами 16 и усилия с ножей 5 снимаются.
С помощью приводов 23 столы 11 с зал ;атой лентой перемещаются на позицию сварки, при этом усилия прижатия лент прикладываются в зоне сварки.
Формула изобретения
Машина для контактной роликовой сварки листов, содержащая основание, на котором смонтированы роликовые электроды, верхние дисковые ножи, нижние нлоские ножи, сварочную подкладку, приводы подъема и опускания краев столов, обращенных к сварочной подкладке, и зажимы концов лент с прижимными балками, отличающаяся, тем, что, с целью уменьшения деформации свариваемых листов и повышения качества сварного соединения, прижимные балки выполнеиы с тремя опорами, а столы снабжены регулируемыми упорами, ограничивающими их перемещение при- опускании во время резки и
сварки.
Фиг.2
22
Vus.d
