Таким образом, послодоват мп- ног: p.icпопожение контакта, кпеммы н пряшодпого органа токоподБода с оплой г;торо1И, проводки увеличивает количосгви fio.iainii -нитепьных токоведущих эпемонтов н кх сложность, габариты и вес узла в иолом, что требует установки пп ста1л;ие устройства дополнительного каркаса приспособления.
Целью изобретения является упротдопие конструкции устройства, уменьшения количества промежуточных тскоБегО ШХ зломентов и уменьшения потерь энергш источника питания, ндуще на нагрев обг.язочного элемента.
Цель достигается том, что прнводш ю контакты смонтированы на бг:ког.ой стенке проводки, а клеммы лля них -на противоположной стенке проводки, при ajoM контакты вынолнены в вкдо цплп(др с конуснь м концом, а клеммы имоют .гнездо Для последнего.
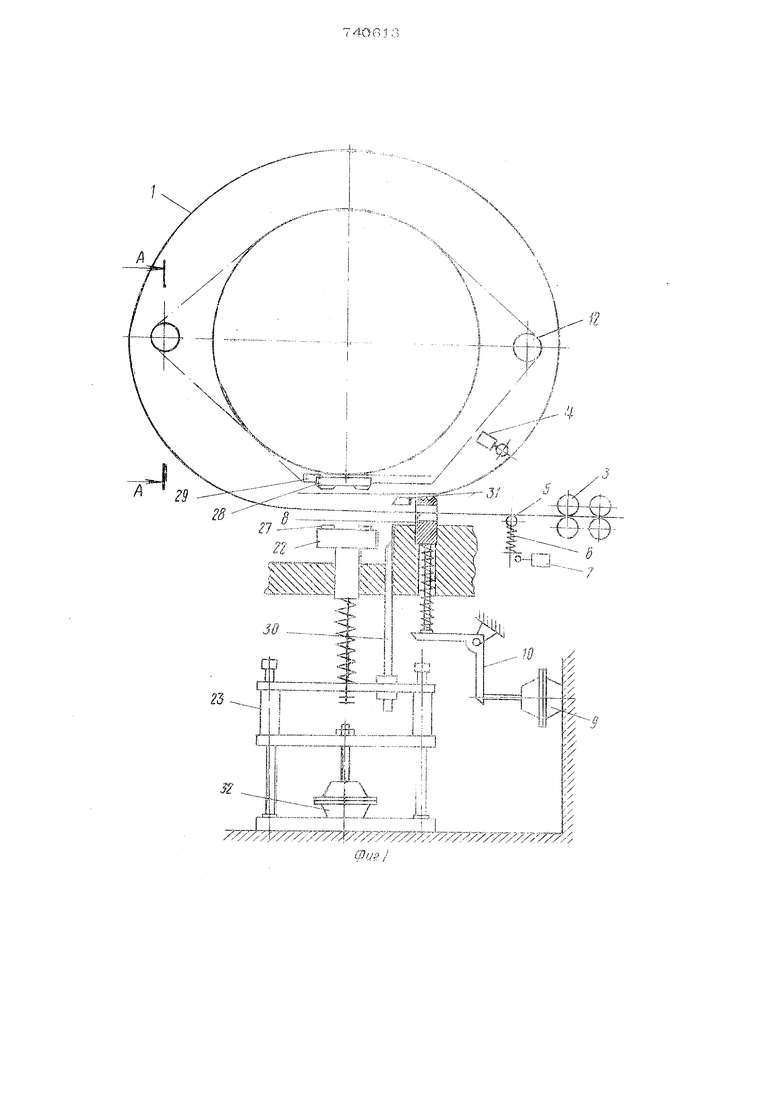
На фиг. 1 Изображена кинемвтичоскл51 схема устройства- на фиг. 2 - cxe.ta устройства, обгакй вид; фиг . 3 - раэроз А-А на фиг. 1.
Устройство для упаковки нздолт-и метаппическим обвязочным эломентсм содержит приспособление для подпчи Sioi irлической 1, которое тмоет г-роводку 2 и протяжные реверсивные ролики 3 Проводка 2 содержит микрсгсрокт чатель 4 ц датчик патяжон11я п виде холостого ролика 5 не поднружинеи- ном стергкне 6, имеющем управляющий выступ для микропереключателя 7,
Механизм (зиксоции свободного конце ленты состоит из нрижима 8, соедипэннсго с диаф агмен11ым нпе;змот-риводсм 9 посредством рычага 1О.
На проводке 2 смоитироппиы отюзигпорасположенных токоподоода. гпюдназначенных дхш омического iiarpCLr:; ле;ты, Токоподвод состоит из кпеммт-,: 1 i, выполненной D видо медигзй н.))ииеСкой бобышки с гнездом конической ф-ор-мы и контакта 12, устаиовпенпог ) ип штоке пновмодилин ора 13.Клеммп усгановлена в изолирующей втулке 11 и фиксируется на боковой станке проводки 2 с помощью стгзкана 15, ИМОЮРЮГО фл;и1-цы для крепления к стенке.
Пневмоцилиндр 13 с коптакток; i2, закрепленпь м на его штоке, усгаь:звл1 -вается на проводке 2 соооно с клс-Лмо 11, но с противоположной стороны, Пневмоцилиндр монтируется на проводке 2 с помощью кронштейна 16.
i--мгл, ,iriorT(ioi; гг дидг; цилиндр Г1ео хой хтгдной i: участком нроточепн.гм ИГ; -:оиус, установлен в lianfiaB.илюшеи IV с зоз лсл ностью осего иерсмощония от ииевмо1ишиндра 1/3. з;: :;аг5ЛЯ л1цая ьтуико 17 ш.пюлнена нз изоляиио ; Ого маторнала.
С 1К;,::УЮ изоляции КОНТаКТ 12 СОПДИ-кястся ОС игроком пиовмотитлиндра 13 по сродст1юм изолянионной -1тулки 18, запрсссовапюй в контакт, п резьбовой 1, 19.
Кломма 11 носредствэм кабеля 20 1юд:;ооди;она }( | горнин1::л обк юткам сваliO;i;ci-o Г15анс : югматог:а dl.
I огпювыо повер:С гости нзо,г1ирух)щей ;. IA jr мАпрпвгяюшой итулки 17, в ::Ty:i:a:oTUK: виутть кснала проводки 2, ю iip-Мя пагрова кз:); ир;аот ленту от Г01п; ;ч1чег:к1;х поворкнос сй стокок прополки 2 и имекзт иа1:рав: яюшие С7адсы дл .иенгы.
Сварочный ;еха:н 31ч:: д:гя скронления конио ; л:еить .являпт собой подъOMHO-tjHjCKH vo головху 22, устй-;овлон uyici :;п иодьеклио-оггу скиой тоавопсе 23 рпзмсшеинол г;од 24,
Св-иючь.и; ; лиу; |,с втлрабатыаает троислЬормитор 21, и 01с1лий удлинЬниые /11б:хио нгиим 2о и 26. ооодигшиНло с элечтрод;1 .И1 27,
iJ;jj:ccropOH i.i;i5i диаухточэчпая К(;итактна CB;jji n иеить ироиз; сл чтг;; с .;о1дью электродов 27, устаиов.:гои-п 1,.г па сварочной 22; и шуитируюп ей прокладки 28. устсчюи-гииои IS сто; с 29 устройства.
(Дгрозиое ирисК;собле1-ие состоит из под1;п;;к1горо иожа ;-iO и исттодвижного
ОЖ1 21, 110Л,ЬОМ л onjTKniDTO ТраВОрсьг 2j осу(ип;С: н иется Д1:афраг чт зин1им инoз лoиpивoдo l 32.
J иь7О :л1-г;гизс;соЬ poi-име управления шп. ссулюстзляется от ко-ЮШЬх {пуопых) вьклточателуй и Kov aHдоаппарагга (не нокасан,:.
Устгюлстро работиет следующим обиазок;.
(3 IoMOiiHjjc иоворсивных протяжных роликоЕ 3 осулюстзл-leicsi иодача ленты i ;u; ; ро зод}:е 2 г;од шунгируюшую пооiiJiiii.iKy 2fi,
)); движетсги jiei:ra 1 ;:;а1-.. MICKроиереклкз-кггсл)т -1-, pa3Nieiue mb i з канале ироводки 2з koTopfjiiT лает сигнал на прпкр ишнно подочи -JieHTLi протяжным ро ьр ;кяп..л роликом 3 и на срабатыватгие дд аг|1ригмекиог« лне змо 0п:ит1дра 9, KOTinрый посредством рычага 10 осуществляет фиксацию свободного конца ленты 1 к cTorty 29 прижимом 8.
Положение токоподвода в этой позиции храктеризуется следующим взаимным распол жениём его элементов: контакты 12ципиндрческими частями перекрывают канал проводки 2 и упираются конусными частями в соответствующие конические отверстия клемм 11.
На стол 29 устройства подается рулон картона или бумаги, подлежащий обвязке. Затем включаются протяжные реверсивные ролики 3, которые осуществляет обратную вытяжку ленты I из пройодки 2 до тех пор, пок она не займет положение, показанное штрихпунктирной линией (фиг. 1),
Натянутая таким образом лента взаимодействует с роликом 5 датчика натяжения, который через подпружиненный стержень 6 воздействует на микропереключатель 7, отключающий ролики 3 и включающий трансформатор на нагрев ленты.
Таким образом, лента замыкает контакты токоподводов, образуя нагревательный контур.
Позиция, в которой происходит нагрев ленты, характеризуется следующими признаками: контакты токоподводов перекрывают канал проводки 2 и ушфаются в клеммы 11, лента плотно обхватывает рулон, контакты 12 и щунтирующую прокладку 28.
Одновременно с окончанием импульса нагрева подается команда на втягива ше щтоков пневмопилиндров 13, контакты 12 токоподводов убираются, освобождая выход из проводки 2, вследствие чего натяжение ленты резки падает и датчик натяжения отключается. Образовавщаяся слабина ленты выбирается роликами 3 до повторного срабатывания датчика натяжения, который дает коман,ау на срабатывание диафрагменного пневмопривода 32, который осуществляе подъе { траверсы 23 с установленными на ней подпружиненной сварочной головкой 22 и подвижным ножом 30.
При подъеме сварочная головка 22 электродами 27 осуществляет поджатие обеих ветвей ленты 1 к щунтирующей прокладке 28, лента сваривается и отрезается с помощью ножей 30 и 31.
Затем по сигналу путевых выключателей контакты токоподводов заводятся в исходное положение, траверса опускается, после чего цикл обвязки повторяется
Установка элементов токоподводов клемм и контактов с приводным органом на проводке с противоположных сторон позволяет существенно упростить конструцию токоподвода и устройства в целом. Такое взаимное расположение элементов на проводке позволяет обеспечить подвод питания от клемм непосредственно к контактам, что позволяет исключить промежуточные токоведущие элементы, уменьщается общее электросопротивление токоведущих частей, а следовательно и потери энергии источника питания, идущей на нагрев ленты.
Формула изобретения
1. Устройство для упаковки изделий металлическим обвязочным элементом по авт. св. NO 5370О4, о т л и ч а ющ е е с я тем, что, с целью упрощения конструкции, приводные контакты смонтированы на одной боковой стенке проводки а клеммы для них - на противоположной стенке проводки.
2. Устройство по п. 1, отличающееся том, что контакты выполнены в виде цилиндров с конусным концом, а клеммы имеют гнездо для последнего.
X
ri
26

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделий металлическим обвязочным элементом | 1975 |
|
SU537004A1 |
| Устройство для обвязки изделий металлической лентой | 1977 |
|
SU745780A1 |
| Устройство для обвязки пакета изделий | 1976 |
|
SU611809A1 |
| Устройство для обвязки предметов | 1980 |
|
SU962107A1 |
| Устройство для обвязки предметов | 1976 |
|
SU685556A1 |
| Устройство для обвязки металлических рулонов | 1978 |
|
SU745781A1 |
| Устройство для обвязки предметов металлическим элементом | 1985 |
|
SU1296476A1 |
| Устройство для сваривания концов обвязочной ленты | 1985 |
|
SU1279913A1 |
| Устройство для обвязывания длинномерных изделий | 1990 |
|
SU1738695A1 |
| Устройство для подачи и натяжения обвязочной проволоки | 1986 |
|
SU1312003A1 |