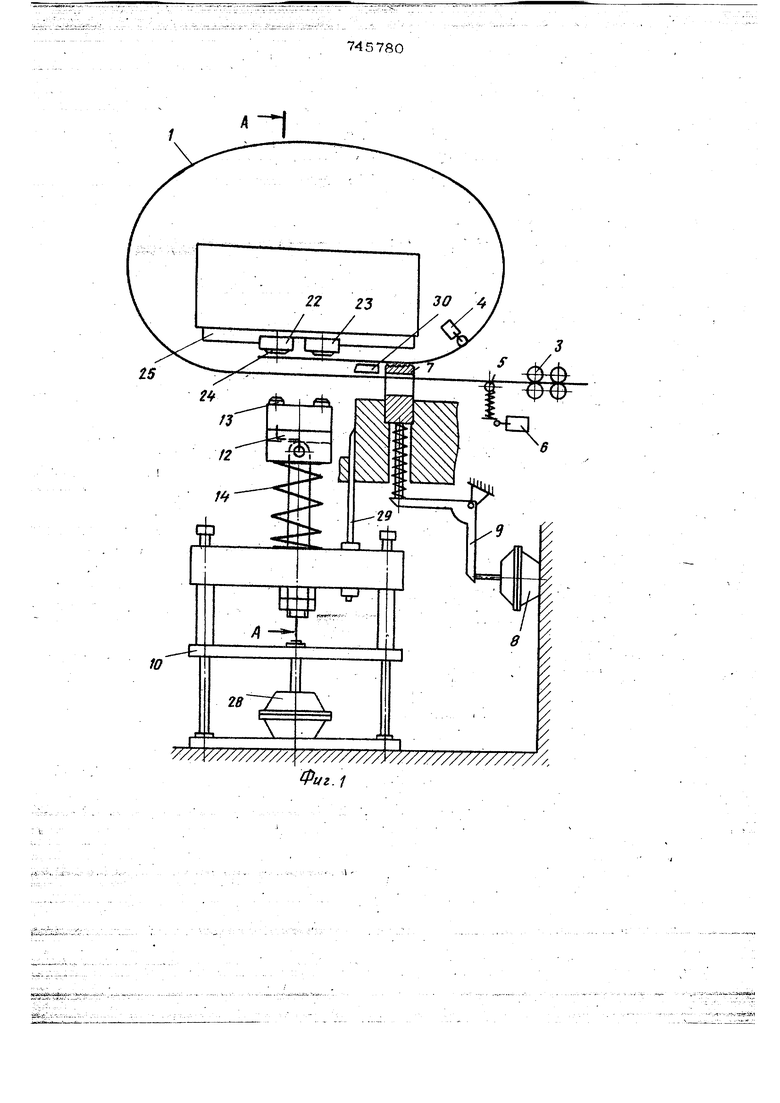
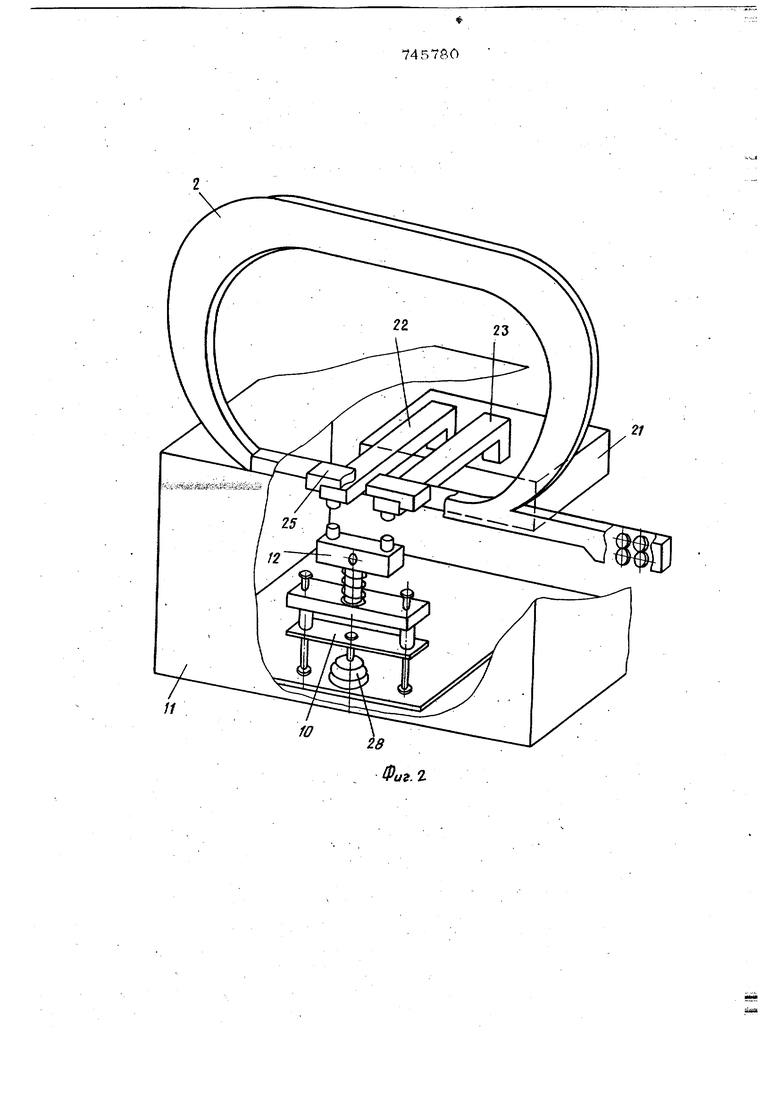
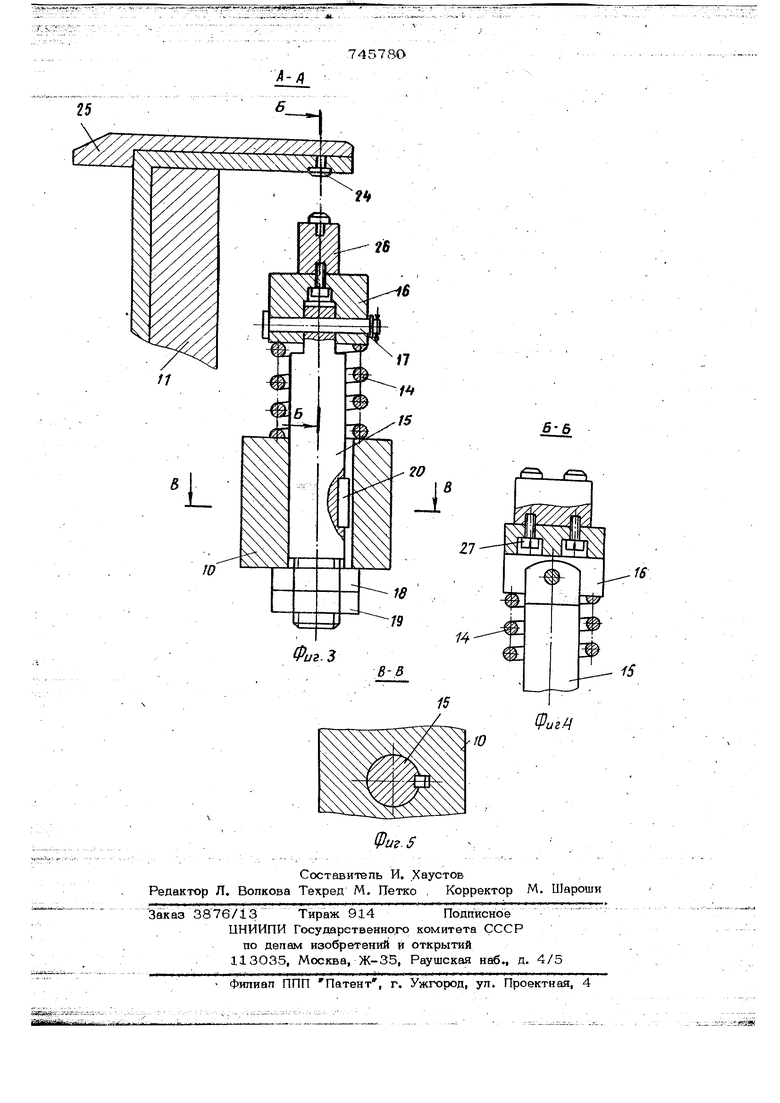
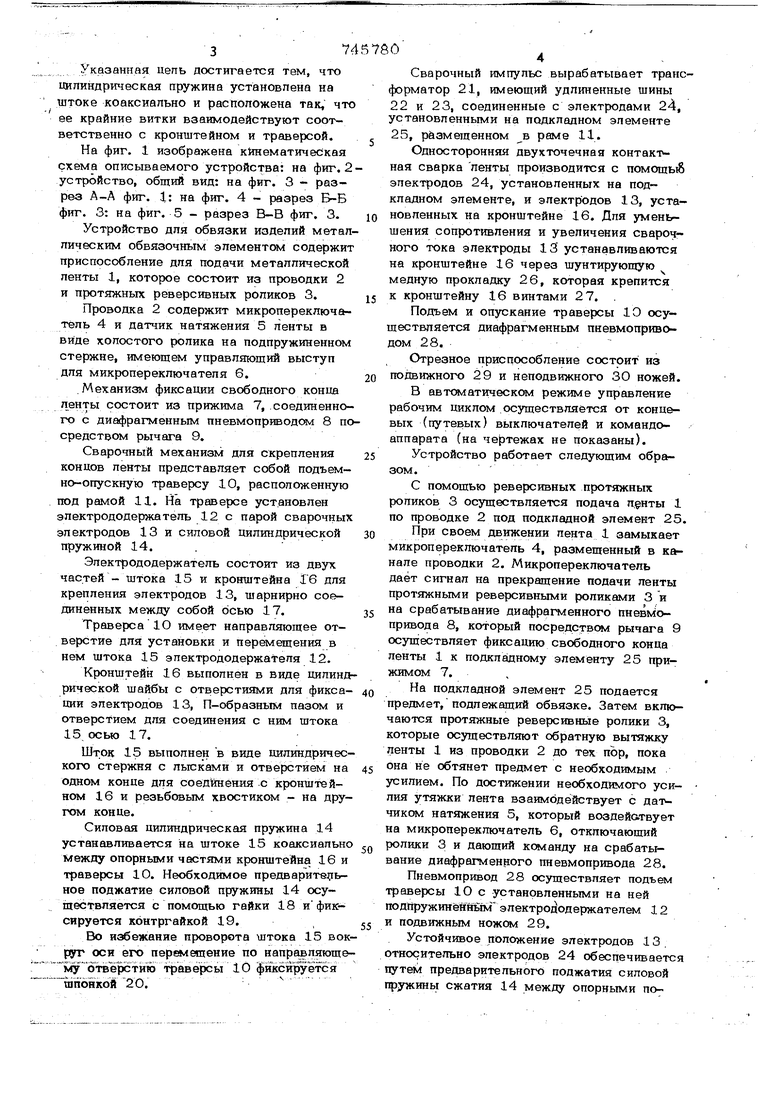
Изобретение относится к упаковочной технике и может быть использовано в транспортно-упаковочных пиниях на предприятиях цеппюпозно-бумажной промьшлен ности дпя обвязки метаплической лентой рулонов бумаги и картона, кип целлюлозы. Известно устройство дпя обвязки изделий металлической лентой, содержащее сварочные электроды для , траверсу со штоком, на конце которого шарнирно установлен кронштейн для сварочных элект родов, и цилиндрическую пружину OJ. В этом устройстве скрепление ленты осуществляете односторонней контактной точечной сваркой с помощью сварочного механизма с источником питания. Сварочный механизм представляет со- бой подъемно-опускную сварочную головку с приводом, установленную под рамой. При осуществлении односторонней контактной точечной сварки необходимым условием для получения качественного сварного соединения является обеспечение равного усилия поджатия обоих электродов В известном устройстве исключена возможность выравнивания усилий поджатия обоих электродов при сварке. Отсутствие равного поджатин электродов при сварке пр1тодит к некачественной сварке ленты, - к пережогу в месте поджатия ленты электродом с меньшим усилием и непровару в месте поджатия электродом с большим усилием. При этом сварка сопровождается выплеском расплавленного металла в мастах перемаэга. Некачественная сварка приводит к разрыву шины по месту соединения, что снижает надежность процесса обвязки и обвязочных устройств в целом. Кроме ГОТО, при сварке с неравньЬи подк атием в обоих электродах последние быстро выходят из строя и требуют замены, что увеличивает их общий расход в процессе эксплуатации обвязочных уст- . ройств и снижает эффективность их использования. Цель изобретения. - выравнивание усилий поджатиа электродов при сварке в повьпп ние надежности сварного соединения. Указаниая цепь достигается тем, что цилиндрическая пружина установпена на штоке коаксиапьно и расположена так, что ее крайние витки взаимодействуют соответственно с кронштейном и траверсой. На фиг. 1 изображена кинематическая схема описываемого устройства: на фиг. 2 устройство, общий вид: на фиг. 3 - разрез А-А фиг. 1: на фиг. 4 - разрез фиг. 3: на фиг. 5 - разрез В-В фиг. 3. Устройство для обвязки изделий метал лическим обвязочным элементом содержит приспособление для подачи металлической ленты 1, которое состоит из проводки 2 и протяжных реверсивных роликов 3. Проводка 2 содержит микропереключатель 4 и датчик натяжения 5 ленты в виде холостого ролика на подпружиненном стержне, имеющем управляющий выступ для микропереключателя 6. .Механизм фиксации свободного конца ленты состоит из прижима 7, .соединенного с диафрагменным пневмоприводе 8 по средством рычага 9. Сварочный механизм для скрепления концов ленты представляет собой подъемно-опускную траверсу 10, расположенную под рамой 11. На траверсе установлен электрододержатель 12 с парой сварочных электродов 13 и силовой цилиндрической пружиной 14. Электрододержатель состоит из двух частей - штока 15 и кронштейна Гб для крепления электродов 13, шарнирно соединенных между собой осью 17. Траверса 10 имеет направляющее отверстие для установки и перемещения в нем штока 15 электрододержатепя 12. Кронштейн 16 выполнен в виде цилинд рической шайбы с отЕ|ерстиями для фикса ции электродов 13, П-образным пазом и отверстием для соединения с ним штока 15 осью 17. Шток 15 выполнен в виде цилиндричес кого стержня с льгсками и отверстием на одном конце для соединения с кронштейном 16 и резьбовым хвостиком - на дру гом конце. Силовая цилиндрическая пружина 14 устанавливается на штоке 15 коаксиальн между опорными частями кронштейна 16 и траверсы 10. Необходимое предварите гьное поджатие силовой пружины 14 осуществляется с помощью гайки 18 ификсируется контргайкой 19., Во избежание проворота штока 15 во руг оси его перемещение по напра)вляюще муо тееретйю траверсы 10 фиксируется шпонкой 20. Сварочный импульс вырабатывает трансорматор 21, имеющий удлиненные шины 22 и 23, соединенные с электродами 24, становленными на подкладном элементе 25, р&змещенном в раме 11. Односторонняя двухточечная контактная сварка ленты производится с помощыб электродов 24, установленных на подкладном элементе, и электрюдов 13, установленных на кронштейне 16. Для уменьшения сопротивления и увеличения сварочного тока электроды 13 устанавливаются на кронштейне 16 через шунтирующую медную прокладку 26, которая крепится к кронштейну 16 винтами 27. Подъем и опускание траверсы 10 осуествляется диафрагменным пневмоприводом 28. Отрезное приспособление сострит из подвижного 29 и неподвижного 30 ножей. В автоматическом режиме управление рабочим циклом .осуществляется от концевых (путевых) выключателей и командоаппарата (на чертежах не показаны). Устройство работает следующим образом. С помощью реверсивных протяжных роликов 3 осуществляется подача л.нты 1 по проводке 2 под подкладной элемент 25. При своем движении лента 1 замыкает микропереключатель 4, размещенный в канале проводки 2. Микропереключатель дает сигнал на прекращение подачи ленты протяжными реверсивными роликами 3 и на срабатывание диафрагменного пневмопривода 8, который посредством рычага 9 осуществляет фиксацию свободного конца ленты 1 к подкладному элементу 25 прижимом 7. На подкладной элемент 25 подается предмет, подлежащий обвязке. Затем включаются протяжные реверсивные ролики 3, которые осуществляют обратную вытяжку ленты 1 из проводки 2 до тех пор, пока она не обтянет предмет с необходимым усилием. По достижении необходимого усилия утяжки лента взаимодействует с датчиком натяжения 5, который воздейатвует на микропереключатель 6, отключающий ролики 3 и дающий ксяманду на срабатывание диафрагменного пневмопривода 28. Пневмопривод 28 осуществляет подъем траверсы 10 с установленными на ней поднружинённь1м электрододержателем 12 и подвижным ножом 29. Устойчивое положение электродов 13 относительно электродов 24 обеспечивается путем предварительного поджатия силовой пружины сжатия 14 между опорными поверхностями кронштейна 1.6 и траверсы 10 ЕЬоздействуя опорным витком на поверхность кронуитейна 16 силовая пружина 14 выполняет роль стабилизатора и не позволяет отклониться электродам от их опти мального положения. Затем производится поджатие обеих ветвей ленты к подкладному элементу 25 электродами 13, причем при дальнейшем подъемме траверса дополнительно по джимает пружину 14 до необходимого усилия сварки, подвижный нож 29 подходит к неподвижному ножу 30 и отрезает ленту.
При осуществлении поджатия происходит выравнивание усилий поджатия электродов 13 за счет их самоустановки путем вращения кронштейна 16 вокруг оси 17, посредством которой кронштейн 16 соединен со штоком 15, При выравнивании усилий поджатия электродов перекос опорной поверхности кронштейна 16, возникающий при его вращении вокруг оси 17, воспринимается силовой пружиной 14, вследствие чего опорный виток деформируется в напреюлении. вращения кронштейна.
В конце хода траверса 10 воздействует на путевой выключатель (на чертеже не показан), по сигналу которого трансформатор 21 вырабатывает сварочный импульс, и лента сваривается.
Далее траверса 1О опускается и элек-гроды 13 выходят из контакта с подкладным элементом 25. Поджатие пружины 14 от величины сварочного усилия понижается до величины предварительного усилий, а шток 15 перемещается относительно траверсы 1О в ее направляющем отверстии до исходного положения. При этом опорный виток высвобождается от воздействия дополнительной нагрузки, действовавшей в направлении перекоса кронштейна, и под
воздействием усилия предварительного поджатия пружины занимает прежнее положение, ориентируя электроды 13 относительно электродов 24. Затем цикл обвяэки повторяется.
Предлагаемое выполнение сварочного механизма позволяет при CBapice выравнивать усилия поджатия электродов, а также обеспечивает устойчивое положение электродов в исходной позиции и компенсацию отклонений от их оптимального положения, полученных при самоустановке электродов Это позволяет значительно повысить качество сварного соединения ленты, надёжность работы обвязочного устройства .в делом, а также повысить эффективность их использования путем улучшения условий работы сварочных электродов и повышения продолжительности их использования.
Формула изобретения
Устройство для обвязки изделий метап-лической лентой, содержащее сварочные электроды для ленты, траверсу со штоком, на конце которого шарнирно установлен кронштейн для сварочных электродов, и цилиндрическую пружину, отличающ| е е с я т&л, что, с цепью повышения надежности сваривания концов металлической ленты, цилиндрическая пружина установлена на штоке коаксиально и расположена так, что ее крайние витки
йзаимодействуют соответственно с кронштейном и траверсой.
1 точники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 379465: кл. В 65 В 13/32, 1971 (прототип).
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделий металлическим обвязочным элементом | 1975 |
|
SU537004A1 |
| Устройство для упаковки изделий металлическим обвязочным элементом | 1977 |
|
SU740613A2 |
| Устройство для обвязки пакета изделий | 1976 |
|
SU611809A1 |
| Устройство для обвязки предметов | 1976 |
|
SU685556A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТОЙ ШТУЧНЫХ ПРЕДМЕТОВ | 1969 |
|
SU254375A1 |
| Устройство для обвязки металлических рулонов | 1978 |
|
SU745781A1 |
| Устройство для обвязки предметов металлической лентой | 1981 |
|
SU1013350A1 |
| Устройство для обвязки кольцеобразных изделий | 1979 |
|
SU770937A1 |
| Машина для контактной точечной односторонней сварки | 1989 |
|
SU1637978A1 |
| Устройство для обвязки пакета изделий | 1979 |
|
SU946996A1 |