Данное приспособление предназначено для того, чтобы сделать возможной установку на магнитном столе плоскошлифовального станка колец шарикоподшипников или колец, служащих для иных целей, в случае, если они при ковке получают заусенцы с обоих торцев. Наличие двусторонних заусенцев не дает возможности укладывать кольца непосредственно на магнитную плиту, а потому заусенцы обычно обдирают вручную на простых обдирочных станках.
Предлагаемое приспособление состоит в самой существенной своей части из дисков, имеющих диаметр, меньший или равный внутреннему диаметру заусенца на торцевой поверхности кольца. Эти диски вставляются в отверстия железного листа, уложенного на магнитный стол станка, и имеют такую высоту, что возвышаются над листом на величину, не меньшую высоты заусенца.
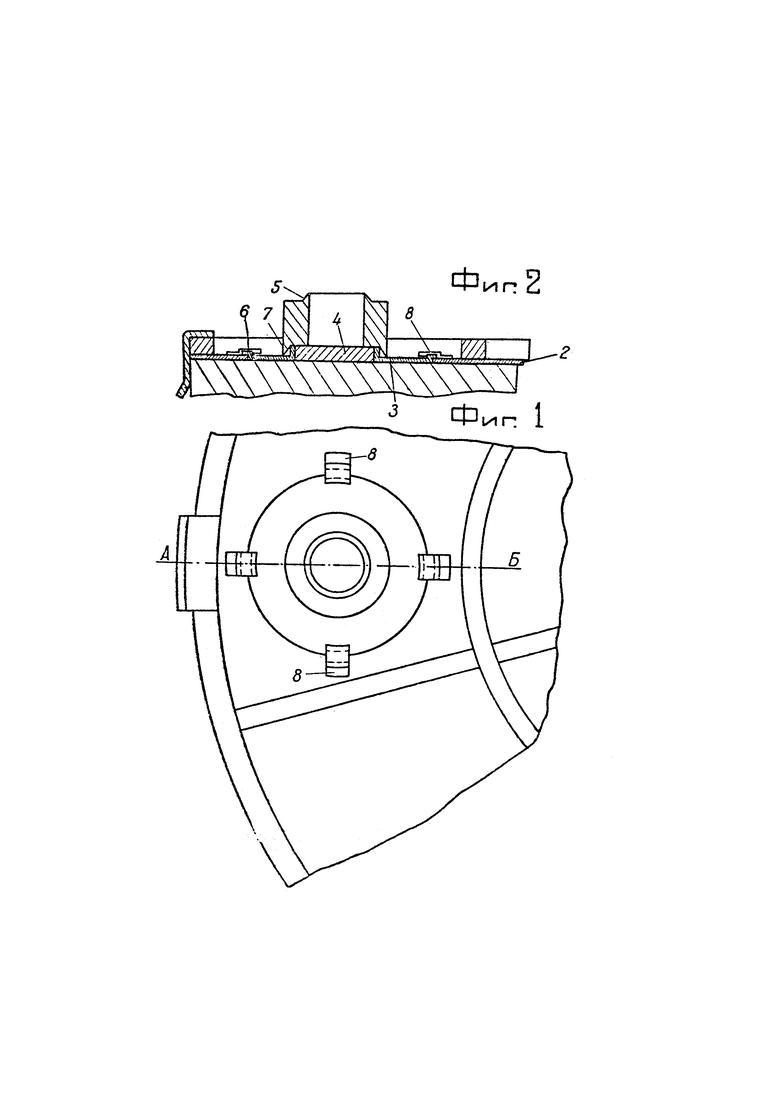
На чертеже фиг. 1 изображает вид сверху части приспособления, установленного на круглом магнитном столе, фиг. 2 - разрез по линии АБ на фиг. 1.
В железном или тому подобном ферромагнитном листе 2 имеются круглые отверстия, в которые могут вставляться шайбы 5, удерживаемые отогнутыми выступами 6 и приваренными пластинками 8, в которые вводятся при поворачивании шайб их выступы 6.
В отверстия шайб впрессовываются железные диски 4. Высота дисков 4 берется несколько большей высоты заусенца 7 на наружном крае кольца. Лист 2 укладывается на магнитную плиту. Кольца кладутся на диски 4, как указано на чертеже, торцевой плоскостью, имеющей заусенец 7 у наружного края внизу.
При пуске тока в магнитную плиту лист 2 и кольца притягиваются к магнитной плите, а потому не могут быть сдвинуты во время обдирки заусенца.
Обдирке подвергается заусенец 5 у края отверстия кольца. При ковке на машинах типа Аякс и Газенклевер кольца получают оба заусенца одновременно. Заусенец 5 имеет значительно меньшие размеры, чем заусенец 7. Поэтому этот заусенец требует для удаления меньшего усилия и обдирается в первую очередь.
Последующая обдирка заусенца 7 производится обычным порядком, т.е. кольцо укладывается непосредственно на магнитную плиту торцем, на котором уже удален заусенец 5.
Приспособление дает возможность механизировать обдирку и повышает производительность рабочего в несколько раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| БЕЛЬЕВОЙ БАРАБАН МАШИНЫ ДЛЯ ОБРАБОТКИ БЕЛЬЯ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2204632C2 |
| УНИВЕРСАЛЬНЫЙ ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 2014 |
|
RU2555290C1 |
| Способ изготовления шайб | 2022 |
|
RU2796660C1 |
| КОСТЫЛЬ МЕДИЦИНСКИЙ, УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2222308C2 |
| Приспособление для отделки шариками канавок шарикоподшипников | 1939 |
|
SU57512A1 |
| Устройство для крепления шлифовального инструмента | 2015 |
|
RU2620655C2 |
| Способ изготовления полых поковок | 1990 |
|
SU1756008A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЯ ИЗ РАСШИРЕННОГО ГРАФИТА | 2000 |
|
RU2177092C1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ВЫРЕЗКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ | 1973 |
|
SU367662A1 |
Приспособление для укрепления колец с заусенцами на магнитных столах плоскошлифовальных станков, отличающееся тем, что оно состоит из помещенного на магнитный стол железного листа 2 с отверстиями для пластин 3, служащих для помещения в них дисков 4, выступающих над листом 2 на высоту,  высоты заусенца 7 на наружном крае обрабатываемого кольца, и имеющих диаметр, меньший диаметра плоской части кольца.
высоты заусенца 7 на наружном крае обрабатываемого кольца, и имеющих диаметр, меньший диаметра плоской части кольца.
