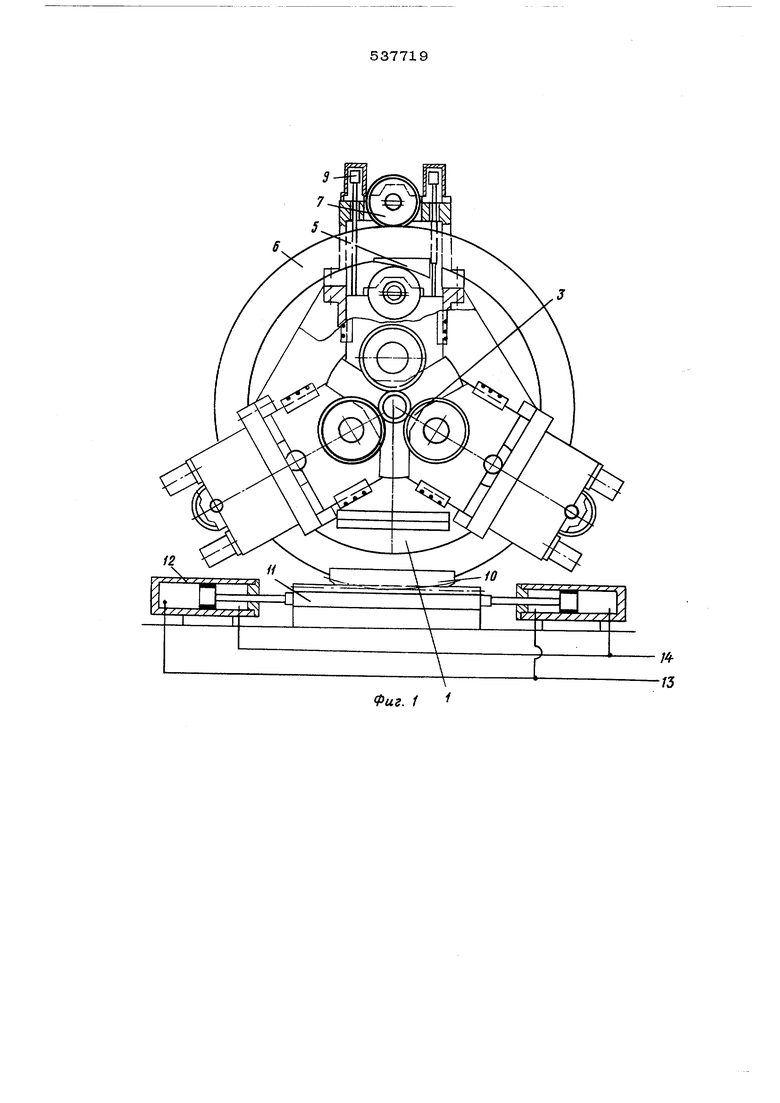
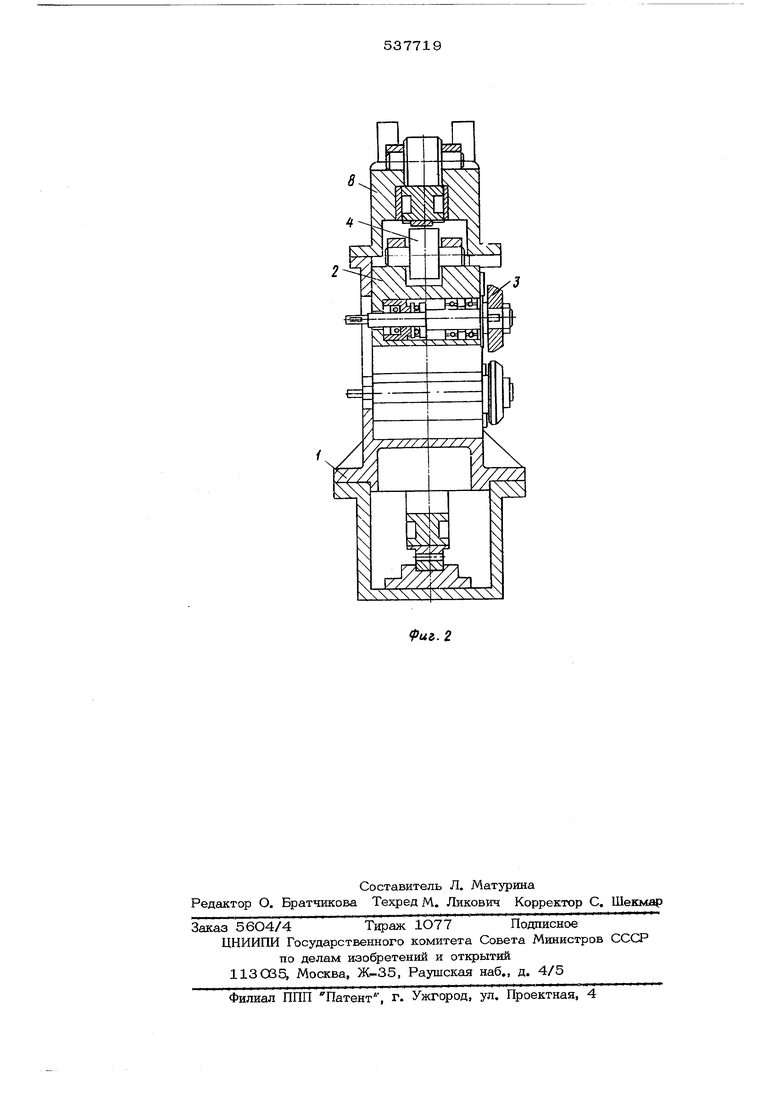
установлены пиноли 2 рабочих валков 3. На пинолях смонтированы нажимные механизмы, содержащие эксцентричные ролики 4, взаимодействующие с секторными клиньями 5, размещенными в поворотном кольце 6, Базировка кольца производится посредством эксцентричных установочных роликов 7, прикрепленных к станине на кронштейнах 8. На кровн щтейнах установлены гидроцилиндры 9, обеспечивающие прижим пинолей к секторным клин ньям. На кольца 6 закреплен зубчатый сектор 10, находящийся S зацеплении с рейкой 11, перемещаемой гидроцилиндрами 12, установленными с противоположных сторон рейки. Сведение валков ос уществляется подачей жидкости по магистрали 13, а разведение - магистрали 14, призам магистрали подводят жидкость одновременно к штоковой полости одного цилиндра и поршневой другого,
Рабочая клеть работает следующим образом.
При прокатке деталей переменного профиля рабочие валки 3 с пинолями 2 совершаютрадиальное перемещение в пазах станины 1. Индивидуальная настройка каждого валка осуществляется эксцентричными роликами 4. При повороте кольца 6 гидроцилиндрами 12 через рейку 11 и сектор 10 секторные кли нья 5 воздействуют на пиноли 2 рабочих валков 3 и перемещают их в радиальном направлении. Гидроцилиндры 9 обеспечивают постоянный поджим эксцентричных роликов 4 к секторным клиньям 5.
Предложенная рабочая клеть стана поперечной прокатки позволяет увеличить производительность стана в 3-5 раз путем повььщения быстродействия перемещения рабочих валков и обеспечения постоянства оси прокатки при сохранении жесткости очага деформации.
Формула изобретения
Рабочая клеть стана поперечной прокатки, содержащая станину, комплект подвижных пинолей с рабочими валками и нажимные механизмы с эксцентричными роликами, взаимодействующими с расположенными в поворотном кольце секторными клиньями механизма установки валков на размер изделия, отличающаяся тем, что, с целью повышения жесткости очага деформации, она снабжена дополнительными эксцентричными роликами, закрепленными на станине, а копь цо с секторными клиньями размещено между дополнительными эксцентричными роликами и эксцентричными роликами нажимных механизмов, причем секторные клинья расположены на внутренней поверхности кольца.
Источники информации, принятые во вннн мание при экспертизе:
1.Авторское свидетельство СССР
№ 250008, кл. В 21 В 19/12, 12.О8.69.
2.Заявка № 719781, кл. В 21 В 19/12 1963, по которой вынесено решение о вьща- че авторского свидетельства.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 1969 |
|
SU430907A1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU780941A1 |
| Устройство для перемещения кор-пуСА C РАбОчиМ ВАлКОМ | 1979 |
|
SU837518A1 |
| Рабочая клеть стана поперечной прокатки | 1978 |
|
SU735370A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ | 2010 |
|
RU2437729C1 |
| Клеть стана поперечной прокатки | 1986 |
|
SU1349811A1 |
| Рабочая клеть трубопрокатного стана | 1987 |
|
SU1493341A1 |
| Предварительно-напряженная клеть стана поперечно-винтовой прокатки | 1980 |
|
SU912373A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Рабочая клеть стана поперечной прокатки полых профильных изделий | 1978 |
|
SU727296A1 |
J 13
Фиг. 1
«г. 2
